Der dreidimensionale (3D) Druck bezieht sich auf alle Prozesse, die zur Erzeugung eines Produkts durch Überlagerung von Materialschichten auf der Grundlage eines dreidimensionalen digitalen Modells verwendet werden. Der Begriff “3D-Druck” wird am häufigsten im Bereich der “allgemeinen Öffentlichkeit” verwendet, während der Begriff “Additive Manufacturing (AF)” von Fachleuten am häufigsten verwendet wird, d. H. in industriellen Anwendungen.
Dieser Herstellungsprozess unterscheidet sich stark von den üblichen Techniken zur Herstellung von Teilen. Die additive Fertigung erfolgt durch Hinzufügen von Material, während die Bearbeitung durch Entfernen oder Umformen von Material erfolgt. Daher ist für den 3D-Druck kein spezielles Werkzeug erforderlich (z. B. Schneid- oder Stanzwerkzeug).
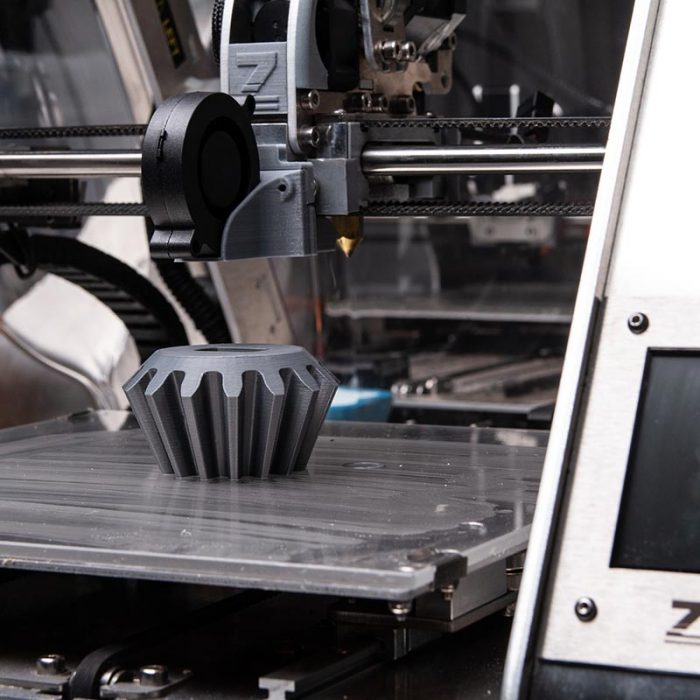
Fused Deposition Modeling (FDM) oder Fused Filament Fabrication (FFF) ist eine Technik zum schichtweisen Abscheiden eines geschmolzenen thermoplastischen Materials. Wenn sich das Material verfestigt, gibt es dem Teil die Form.
Ursprünglich war das verwendete Material nur Kunststoff, aber der Fortschritt hat es dem 3D-Druck ermöglicht, Filamente in Verbundwerkstoffen auf der Basis von Metall (Kupfer und Kupferlegierung), Kohlenstofffasern oder sogar Holz herzustellen.
2 VERFESTIGUNG MIT LICHT
Eine Stereolithographievorrichtung (SLA) verfestigt ein lichtempfindliches flüssiges Polymer (das als “Photopolymer” bezeichnet werden kann) unter Verwendung eines ultravioletten Laserstrahls. SLA-Drucker bestehen aus einem Reservoir an flüssigem Photopolymer, einer perforierten Plattform, einem Ultraviolett-Emitter und einem Computer.
Das Polyjet-Verfahren (Materialjet) basiert ebenfalls auf dem Prinzip der Photopolymerisation. Das lichtempfindliche Material wird tropfenweise auf einem Träger abgeschieden und dann einem ultravioletten Strahl ausgesetzt, der das Harz sofort aushärtet. Der Vorteil dieses Verfahrens besteht darin, dass Teile aus mehreren Materialien und Farben gedruckt werden können.
3 PULVERAGGLOMERATION DURCH KLEBENG
Beim dreidimensionalen Drucken (3DP) werden feine Tropfen farbigen Klebers verwendet, um feine Partikel aus dünnen Schichten von Verbundwerkstoffen zusammenzusetzen, die auf einer Plattform verteilt sind. Diese Plattform wird abgesenkt, wenn die Schichten hergestellt werden, bis das endgültige Teil erhalten ist.
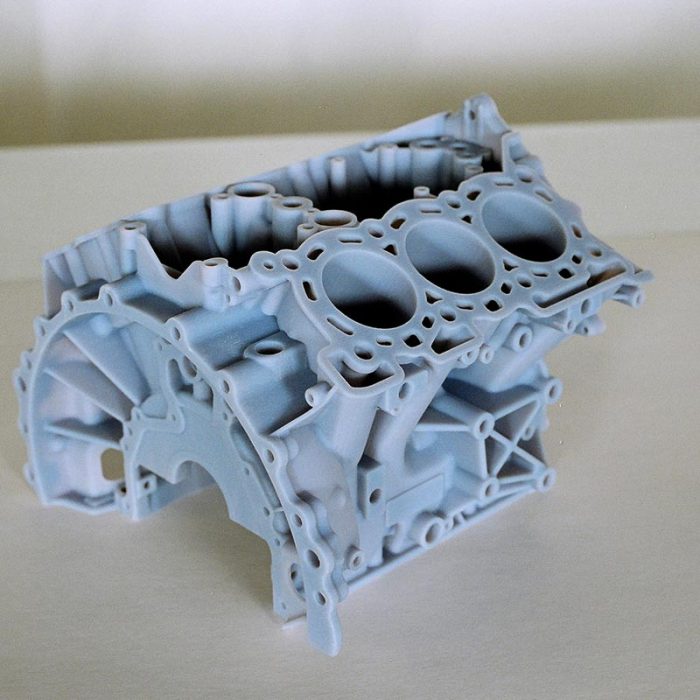
Die oben genannten Verfahren werden hauptsächlich für den Druck von Polymerteilen angepasst und entwickelt. Dennoch hat die additive Metallherstellung in den letzten Jahren an Dynamik gewonnen und zahlreiche technologische Entwicklungen durchlaufen. Diese Fortschritte ermöglichen immer innovativere Herstellungsverfahren und erzeugen eine größere Auswahl an verwendbaren Materialien. Unter den additiven Metallherstellungsverfahren finden wir hauptsächlich:
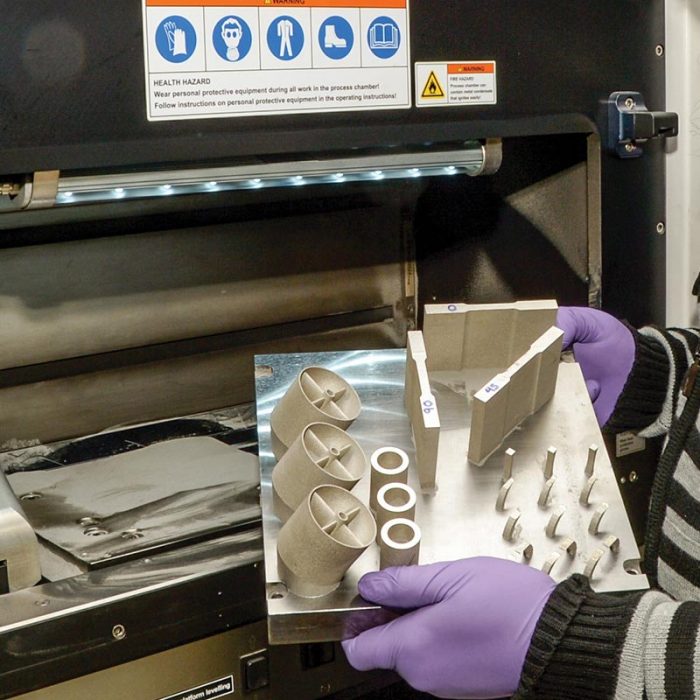
Direktes Metalllasersintern (DMLS), Teil der 3D-Druckfamilie “Pulverbettfusion”. Dieses Verfahren basiert auf dem gleichen Prinzip wie das SLS-Verfahren, d. H. Das präzise Erhitzen mittels eines Laserstrahls, um Metallpulverteilchen zu sintern oder zu verschmelzen und so das endgültige Teil Schicht für Schicht zu erzeugen.
Direct Laser Additive Construction (DLAC): Technologie zur Abscheidung konzentrierter Energiematerialien. Es besteht darin, Material in Form von Metallpulver oderdraht durch die Druckerdüse zuzuführen und es sofort am Auslass mit einer starken Wärmequelle zu schmelzen: in diesem Fall einem Laserstrahl (es gibt andere Technologien, für die die Erwärmung durch einen Elektronenstrahl erfolgt – EBM – oder Plasma). Dieses Verfahren ermöglicht im Gegensatz zum Pulverbettschmelzverfahren das direkte Drucken von Teilen.
Kaltes Sprühen: Ziel ist es, ein Teil durch Kaltmetallisierung zu beschichten. Die Metallpulverpartikel werden in einem Gas (Stickstoff oder Helium) unter Druck (ca. 50 bar) mit sehr hoher Geschwindig- keit (bis zu 1200 m / s) auf das Substrat gesprüht. Beim Aufprall gewährleistet die Partikelverformung die Qualität der Ablagerung.
Stratoconception ist ein hybrides 3D-Druckverfahren, bei dem das zu produzierende Teil in mehrere Schichten aufgeteilt wird. Jede der Schichten wird durch irgendeine Form des Schneidens (Fräsen, Laserschneiden, Drahtsägen usw.) erzeugt, die dann unter Verwendung von Einsätzen, Brücken oder anderen Verschachtelungselementen positioniert werden, um zusammengesetzt zu werden und so das endgültige Teil wiederherzustellen.
Das Gebiet des 3D-Drucks entwickelt sich rasant weiter. Es bietet große Vorteile, weist aber auch einige Einschränkungen auf. Die Vorteile umfassen:
Die Fähigkeit, Teile mit komplexen Geometrien herzustellen, ohne die Kosten zu erhöhen. Der Herstellungsprozess, bei dem Schichten hinzugefügt werden, ermöglicht es, präzise Teilegeometrien einfacher als bei der “herkömmlichen” Herstellung zu erzielen, manchmal sogar zu geringeren Kosten, da weniger Material verwendet wird.
Zum Erstellen eines Produkts sind keine speziellen Werkzeuge erforderlich (im Gegensatz zu den Werkzeugvorrichtungen oder Formen, die bei der Herstellung von Formen verwendet werden). Die Kosten für ein 3D-gedrucktes Teil hängen ausschließlich von der Menge des verwendeten Materials, der zur Herstellung erforderlichen Zeit und den nachfolgenden Verarbeitungsvorgängen ab.
Die einfache Erstellung kundenspezifischer Teile. Da die Startkosten niedrig sind, kann jede Produktion einfach durch Modifizieren des digitalen 3D-Modells personalisiert werden.
Rapid Prototyping zu geringen Kosten. Die Schnelligkeit der Teilefertigung beschleunigt den “Konstruktionszyklus” (Konstruktion, Prüfung, Verbesserung, Modifikation usw.) erheblich.
Die große Auswahl an verwendbaren Materialien. Obwohl die am häufigsten verwendeten Materia- lien Kunststoffe sind, finden Metalle und Verbundwerkstoffe immer mehr industrielle Anwendungen, um immer spezifischeren Anforderungen gerecht zu werden.
Der 3D-Druck in der Fertigung weist jedoch einige Einschränkungen auf :
Bei den meisten 3D-Druckprozessen sind die physikalischen Eigenschaften der Produkte nicht so gut wie die der verwendeten Materialien. Das selektive Metallschmelzen durch Laserprozesse (DMLS) führt jedoch in einigen Fällen zu Teilen mit hervorragenden mechanischen Eigenschaften.
Die additive Fertigung ist durch die Anzahl der Massenprodukte begrenzt. Es kann nicht mit anderen Prozessen für sehr große Produktionsläufe konkurrieren.
Die Toleranz und Präzision von Teilen sind begrenzt. Sie variieren je nach Druckprozess, aber die Teile erfordern häufig Endbearbeitungsvorgänge, um Eigenschaften, Toleranzen und Oberflächen zu optimieren. 3D-gedruckte Teile sind selten einsatzbereit, wenn sie vom „Drucker“ kommen. Die erforderlichen Endbearbeitungsvorgänge sind normalerweise das Entfernen des Substrats (d. H. Alle gedruckten Strukturen, um das Teil zu verankern und / oder das Ungleichgewicht während des Druckens auszugleichen), Schleifen, Polieren, Lackieren usw.
=> Der 3D-Druck wird daher in vielen Industriebereichen eingesetzt. Es findet Anwendung in vielen Tätigkeitsbereichen wie: Automobilindustrie (Titan-Bremssattel), Luftfahrt (Aufhellung von Bauwerken), Marinefliegerei (Schiffspropeller), Energie (Gasturbinenschaufeln), Medizin (Titanimplantate), Luft- und Raumfahrt (Teleskopaluminiumspiegel, Satellitenantennenunterstützung, Raketentriebwerk-Turbopumpe), Metallkonstruktion (Stahlbrücke), Uhrmacherei, Schmuck- oder Goldschmiedehandwerk usw.
METALLOGRAPHISCHE PRÄPARATION
Im Allgemeinen werden abhängig von der Drucktechnologie, dem Prozess, der Entwicklung, den Transformationsvorgängen und den verschiedenen Endbearbeitungsbehandlungen die Eigenschaften und Mikrostrukturen der im Teil enthaltenen Materialien beeinflusst.
All diese Einflüsse führen zu metallografischen Qualitätskontrollen wie: Untersuchung von Porositäten, Dimensionierung, Strukturen und Mikrostrukturen, Suche nach Heterogenitäten, Suche nach und Untersuchung von Einschlüssen und / oder Verunreinigungen, Härteprüfungen, Korngrößenkontrollen usw.
Um eine hervorragende Inspektionsfläche zu erhalten, sind verschiedene Schritte im Präparationsvorgang erforderlich, von denen jeder, unabhängig vom Material, genauso wichtig ist, wie der nächste. Diese Schritte haben folgende Reihenfolge:
Das Aufschneiden des zu untersuchenden Produkts (falls erforderlich), genannt “TRENNEN”.
Standardisierung der Geometrie der entnommenen Probe (falls erforderlich), genannt “EINBETTEN”.
Verbesserung des Oberflächenzustands dieser Probe, genannt “SCHLEIFEN & POLIEREN”.
Charakterisierung der Probe: Sichtbarmachung der Mikrostruktur der Probe durch ein Ätzreagenz (falls erforderlich) namens “ÄTZEN” und mikroskopische Untersuchungen (optisch oder elektronisch).
Der Zweck des Trennens besteht darin, einen genauen Abschnitt eines Produkts zu entfernen, um eine geeignete Oberfläche für die Inspektion frei zu legen, ohne die physikalisch-chemischen Eigenschaften des Materials zu verändern. Mit anderen Worten ist es wichtig, eine Erwärmung oder Verformung des Metalls zu vermeiden, die zu einer Gefüge-Veränderung oder einer Kaltverfestigung führen könnte. Das Trennen ist ein grundlegender Schritt, der die weitere Präparation und Inspektion von Teilen voraussetzt.
Jede der Trennmaschinen im Sortiment ist mit den entsprechenden Verbrauchsmaterialien und Zubehörteilen ausgestattet. Die Spannsysteme und die Auswahl dieser Verbrauchsmaterialien sind immer ein wesentliches Element für den Erfolg eines metallografischen Schnitts.
=> Das Spannen, d. h. das Fixieren des Werkstücks, ist ebenfalls wesentlich. Wenn das Werkstück nicht gut geklemmt wird, kann der Trennschnittschnitt Risiken für das Verbrauchsmaterial, das Werkstück und die Maschine darstellen.
VERBRAUCHSMATERIAL
Alle Trennmaschinen werden mit einer Schmier- / Kühlflüssigkeit verwendet, die eine Mischung aus Wasser und Rostschutzadditiv ist, um einen sauberen Schnitt ohne Überhitzung zu erzielen. Das Additiv schützt auch die Probe und die Maschine vor Korrosion.
Polymermaterialien
Metallische Werkstoffe
Keramische Materialien
Nicht-Eisen
Eisen
Präzisionstrennen
UTW S Ø180 MNF LM+ LR
UTW S Ø180mm MNF
UTW S Ø180 A CBN
LM / LM+ LR
Trennen mittelgroßer Proben
MNF LM+ LR
T MNF F
A AO S CBN
LM / LM+ LR
Trennen großer Proben
MNF LM+ LR
T MNF
A AO S CBN
LM / LM+ LR
Tabelle 1: Auswahl der richtigen Trennscheibe
=> Die Wahl der Trennscheibe ist entscheidend, um einen Schmiereffekt, einen übermäßigen Verschleiß der Trennscheibe oder sogar einen Bruch zu vermeiden. Die Härte des Werkstücks bestimmt die Trennscheibenauswahl.
Proben können aufgrund ihrer komplexen Form, Zerbrechlichkeit oder geringen Größe schwierig zu handhaben sein. Durch die Einbettung sind sie einfacher zu handhaben, indem ihre Geometrie und Abmessungen standardisiert werden.
=> Das Erreichen einer qualitativ hochwertigen Einbettung ist wichtig, um zerbrechliche Materialien zu schützen und gute Präparationsergebnisse für das Polieren und zukünftige Analysen zu erzielen.
Vor der Einbettung sollte die Probe gesäubert werden und Schneidgrate sind zu entfernen. Eine Reinigung mit Ethanol (in einem Ultraschallbad für noch mehr Effizienz) ist ebenfalls möglich. Dies ermöglicht es dem Harz, so gut wie möglich an der Probe zu haften und reduziert somit die Schrumpfung (Raum zwischen dem Harz und der Probe).
Wenn der Schrumpf zu groß ist, kann dies zu Problemen beim Polieren führen. Schleifkörner können sich in diesem Raum festsetzen und zu einem späteren Zeitpunkt freigesetzt werden, wodurch die Gefahr der Entstehung von Kratzern auf der Probe und der Polierfläche besteht. In diesem Fall wird empfohlen, zwischen den einzelnen Schritten, die Probe in ein Ultraschallgerät zu legen.
Es gibt zwei Einbettmöglichkeiten:
DIE WARMEINBETTUNG
Sie ist wird bevorzugt verwendet für Kanteninspektionszwecke oder nach der metallografischen Präparation zur Vorbereitung für eine Härteprüfung. Diese Option erfordert eine Warmeinbettmaschine/ -presse.
Die für die Warmeinbettung erforderliche Maschine ist die Mecapress 3:
– Vollautomatische Warmeinbettpresse.
Einfach zu bedienen: Sie ist einfach zu bedienen. Ihr Speicher, ihre Prozessanpassung und ihre Ausführungsgeschwindigkeit machen sie zu einer hochpräzisen Maschine.
Die Warmeinbettmaschine hat 6 verschiedene Formdurchmesser von 25.4-50 mm.
PLUSPUNKT
Einer der Hauptvorteile dieses Verfahrens besteht darin, dass es perfekt parallele Flächen bietet.
KALTEINBETTUNG
Kalteinbettmittel bieten aufgrund der Kapillaraszension des flüssigen Harzes nicht immer eine plane Fläche auf der Rückseite. Vor dem ersten Schleifschritt wird diese konkave Oberfläche (Meniskus) durch einen kurzen Schleifschritt mit Schleifpapier entfernt.
Es ist zu bevorzugen:
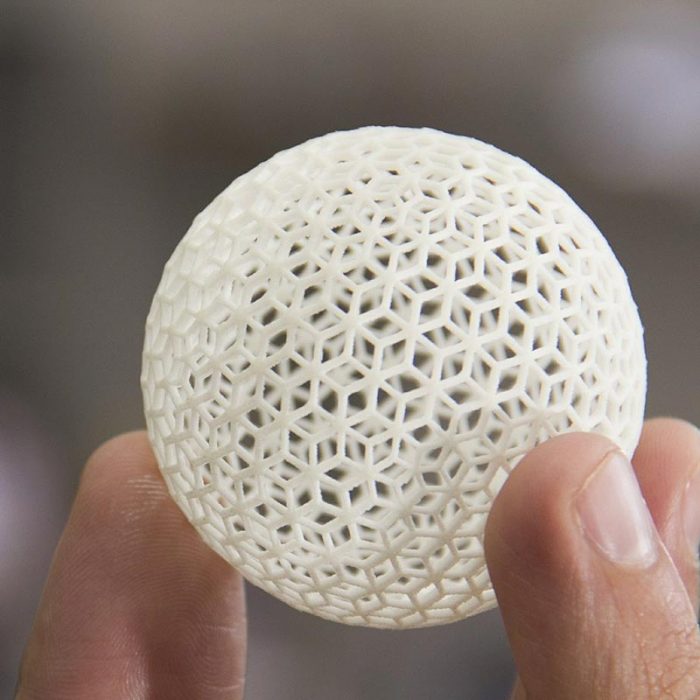
Wenn die zu untersuchenden Teile zerbrechlich / druckempfindlich sind
Wenn sie eine komplexe Geometrie haben, z. B. eine Wabenstruktur.
Wenn eine große Anzahl von Teilen in Serie eingebettet werden soll.
Das Kalteinbettverfahren kann angewendet werden mit:
PLUSPUNKT
Verbessert die Qualität erheblich, insbesondere durch Reduzierung des Schrumpfs, Optimierung der Transparenz und Erleichterung der Einbettimprägnierung.
VERBRAUCHSMATERIAL
Um den Anforderungen der Benutzer gerecht zu werden, bietet PRESI eine ganze Reihe von Kalteinbettformen an. Das Kalteinbettverfahren hat verschiedene Einbettformen mit diversen Durchmessern von Ø 20 – 50 mm. Diese sind in verschiedene Typen unterteilt: optimierte Formen mit der Bezeichnung «KM2.0», Gummi-, Teflon- oder Polyethylenformen. Die Kalteinbettung ist auch flexibler als die Warmeinbettung, weil es unterschiedliche Einbettformen für spezifische Anforderungen gibt.
Polymermaterialien
Metallische Werkstoffe
Keramische Materialien
Warmeinbettprozess
Ø
Hot Epoxy Phénolic Allylic
Ø
Kalteinbettprozess
KM-U KM-B IP / IP-FAST MA2+
KM-U KM-B IP / IP-FAST 2S*
KM-U KM-B IP / IP-FAST
Tabelle 2: Auswahl des richtigen Einbettmittels
* Geeignet für sehr große Serien
Keramik- und Polymermaterialien sind spröde und empfindlich gegen Hitze und / oder Druck. Es wird daher nicht empfohlen, mit dieser Art von Material einen Warmeinbettprozess durchzuführen.
Die letzte und entscheidende Phase in der Probenpräparation ist das Schleifen und Polieren. Das Prinzip ist einfach, jeder Schritt verwendet ein feineres Schleifmittel als der vorherige. Ziel ist es, eine plane Oberfläche zu erhalten ohne Kratzer und ohne Artefakte, die die Durchführung metallographischer Kontrolluntersuchungen, wie mikroskopische Analysen, Härteprüfungen, Mikrostruktur- oder Messungen, beeinträchtigen würden.
Die MINITECH-Reihe von manuellen Schleif- und Poliermaschinen umfasst die fortschrittlichsten Technologien. Sie sind benutzerfreundlich, zuverlässig und robust und bieten eine einfache Antwort auf alle Anforderungen.
Die MECATECH-Reihe von automatischen Schleif- und Poliermaschinen ermöglicht es sowohl manuell als auch automatisch zu Schleifen und zu Polieren. Mit seinen fortschrittlichen Technologien und einer Motorleistung von 750 bis 1500 W konzentriert sich die gesamte Erfahrung von PRESI auf dieses sehr vollständiges Sortiment. Unabhängig von Probenanzahl oder -größe garantiert die MECATECH ein optimales Schleif- oder Polierergebnis.
VERBRAUCHSMATERIAL UND POLIERANLEITUNGEN
Alle folgenden Schleif- und Polierprozesse sind für die automatische Probenpräparation angegeben (für das manuelle Schleifen und Polieren: Berücksichtigen Sie nicht die Kopf-Parameter). Die Präparationsprozesse dienen zur Information und Beratung.
Alle ersten Schritte jeder Schleif- und Polieranleitung werden als “Nivellieren” bezeichnet und bestehen darin, Material schnell zu entfernen, um eine plane Oberfläche der Probe (und des Einbettmittels) zu erhalten. Die unten angegebenen Parameter sind standardisiert und können daher nach Bedarf geändert werden.
Bereich
N°1
N°2
N°3
N°4
N°5
Matérial
Polymermaterialien
Stahl und Hartmetalle
Weiche Metalle
Titan
Keramische Materialien
Tabelle Nr. 3: Wahl des Polierprozesses
Polierprozess N°1
N°
Verbrauchsmaterial
Suspension / Lubrikant
Arbeitsplatte (U/min)
Kopf (U/min)
Rotationsrichtung von Arbeitsplatte / Kopf
Zeit (mm)
1
SiC P600
Ø / Wasser
300
150
→ →
1’
2
TOP
9µm LDP / Reflex Lub
150
135
→ →
4’
3
STA
3µm LDP / Reflex Lub
150
135
→ →
3’
4
NT
Al2O3 n°1 / Wasser
150
100
→ ←
1’
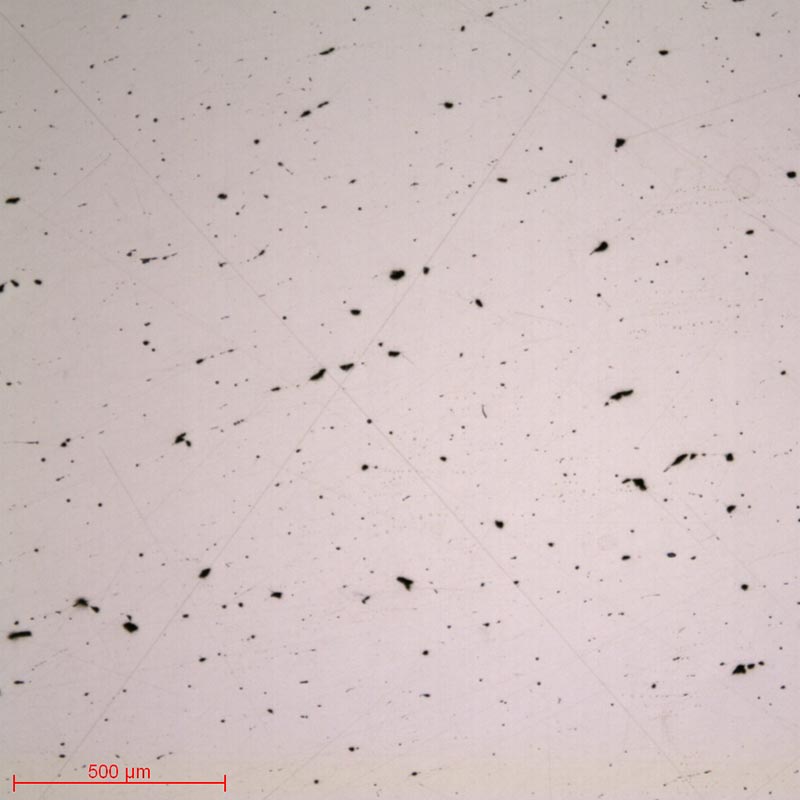
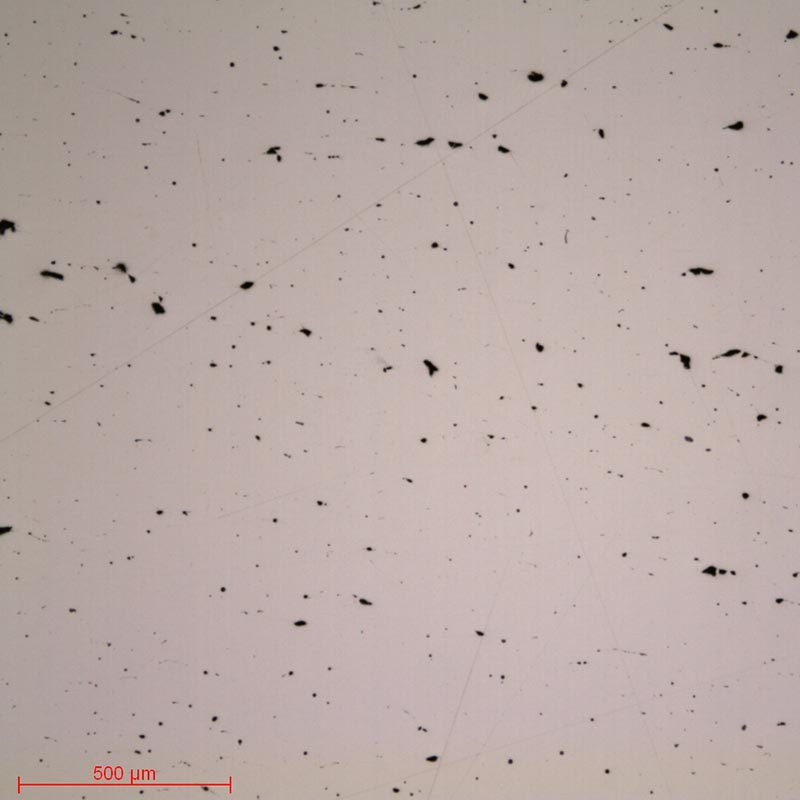
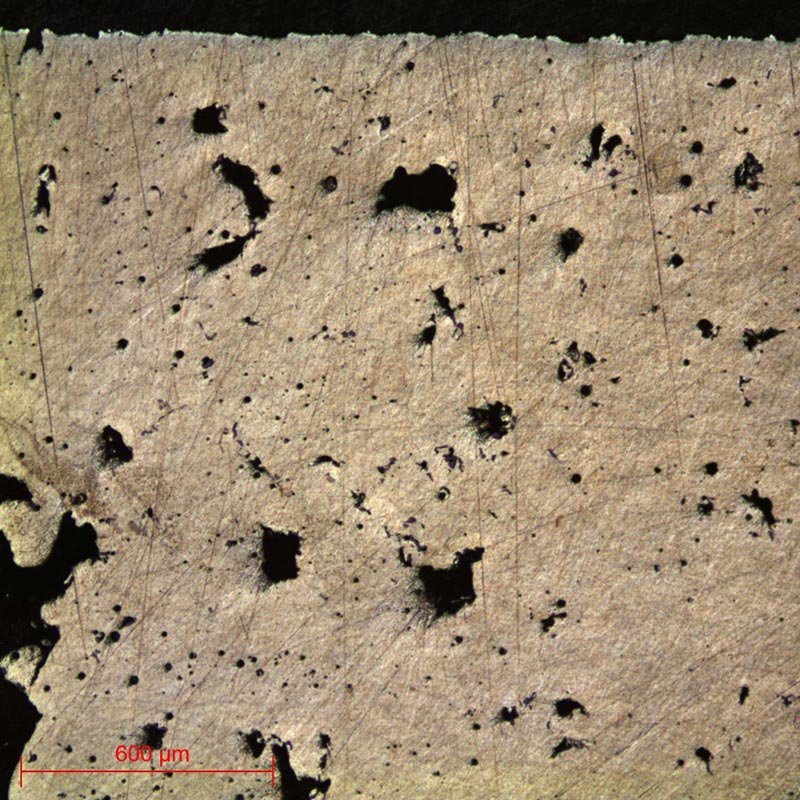
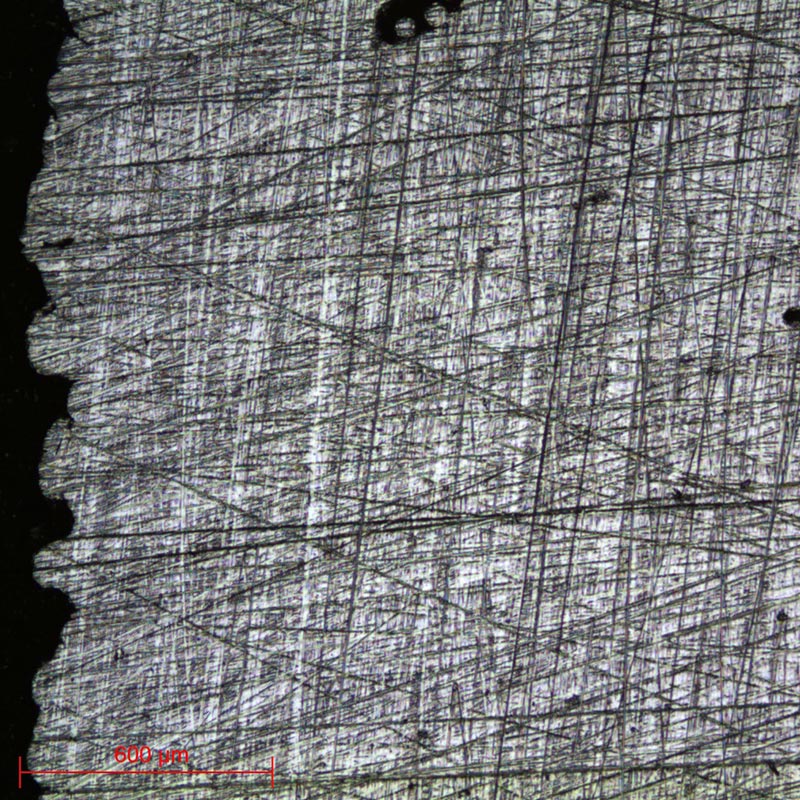
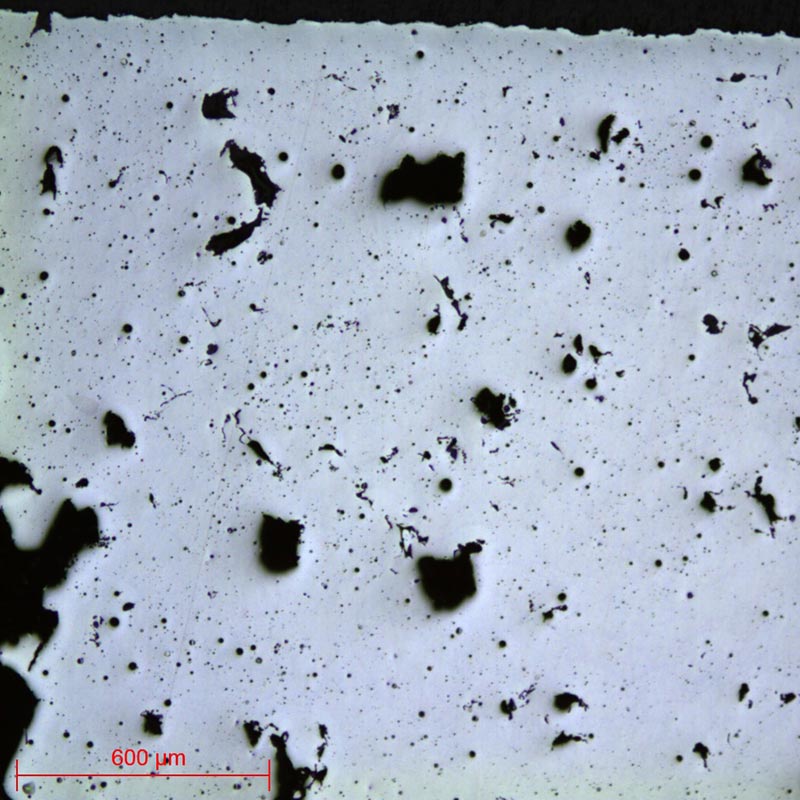
Mikroskopische Aufnahme 1: PLA – Oberflächenzustand TOP 9μm Objektiv x5
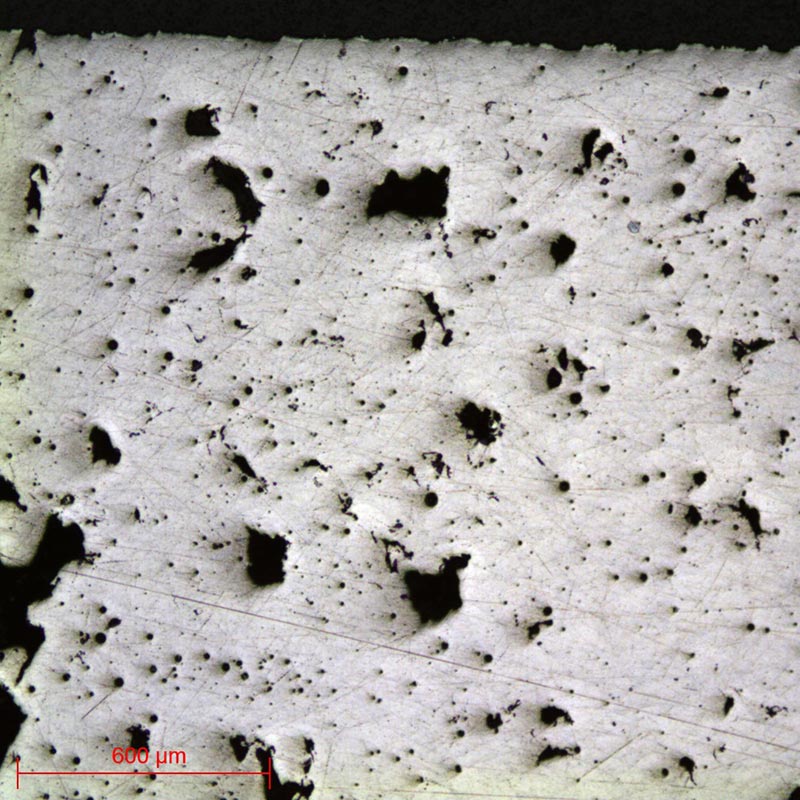
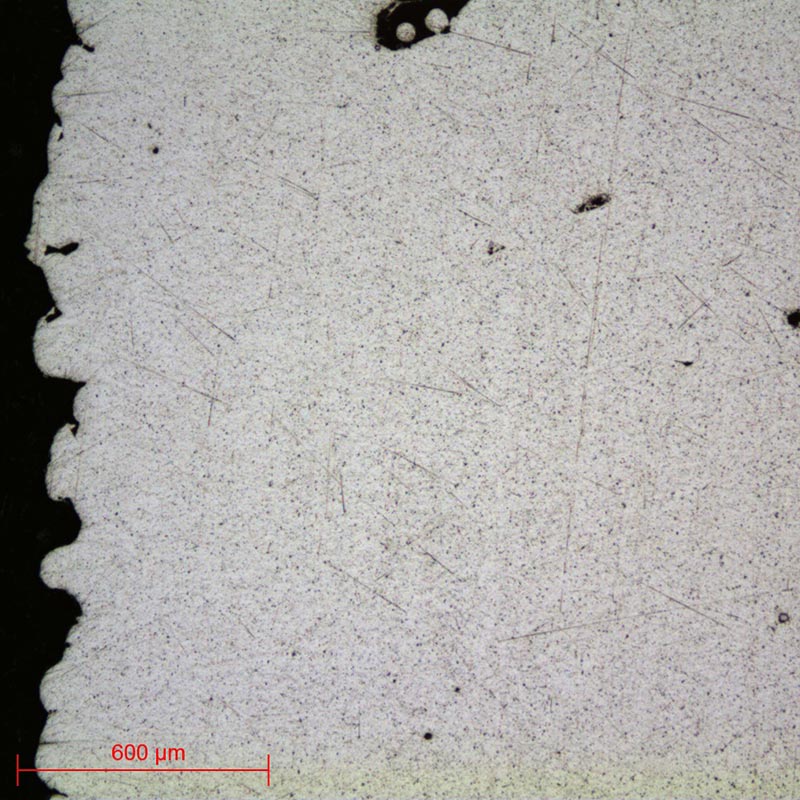
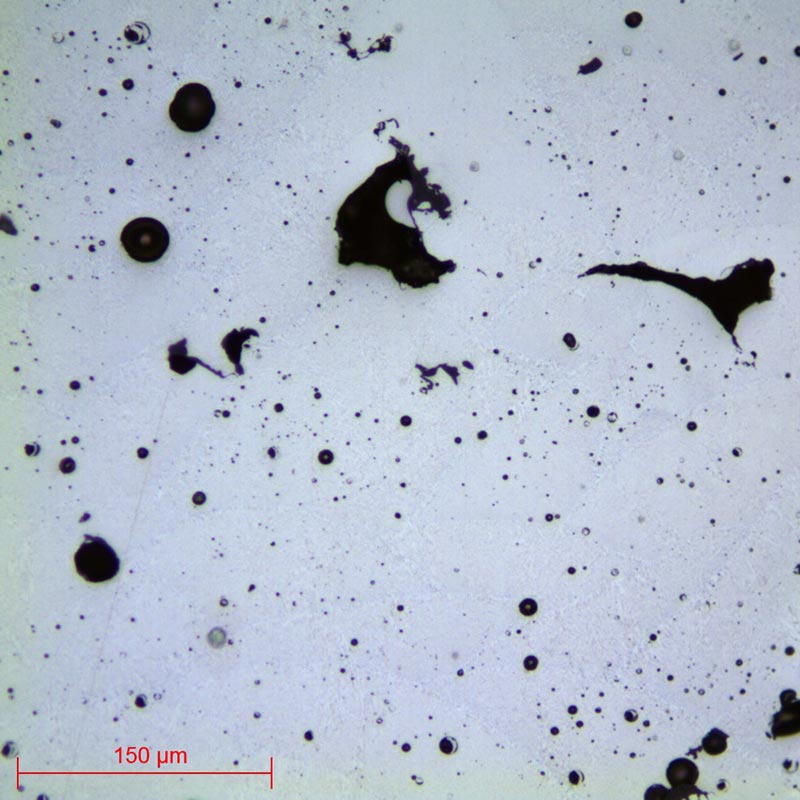
Mikroskopische Aufnahme 2: PLA – Oberflächenzustand STA 3μm Linse x5
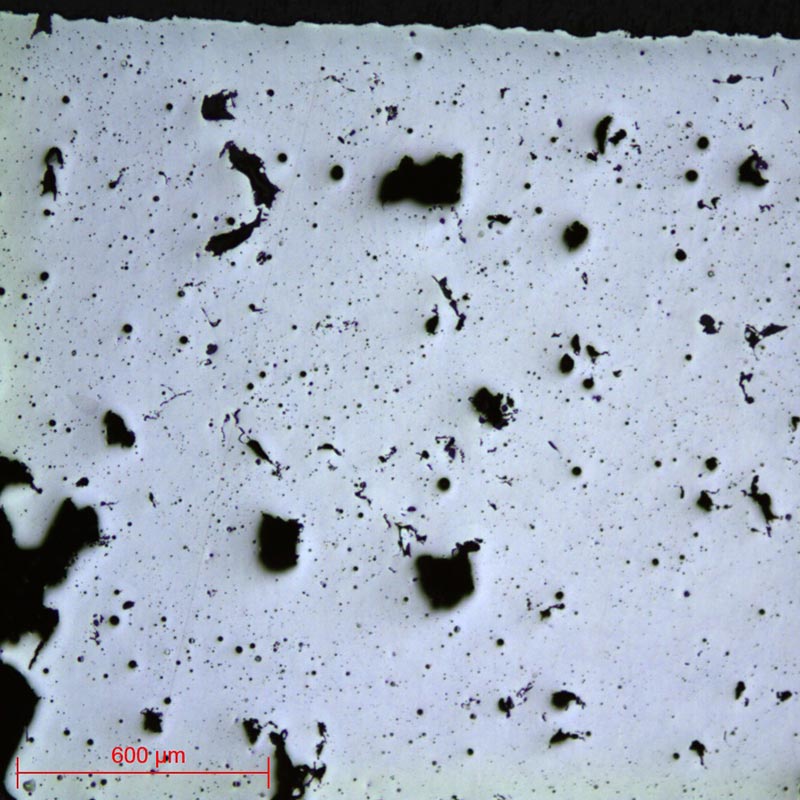
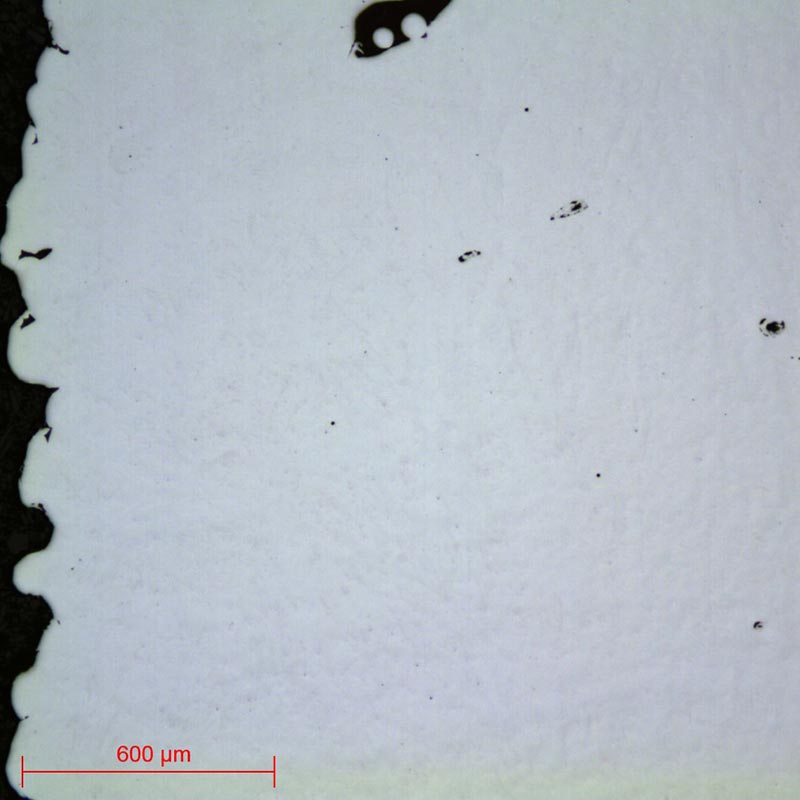
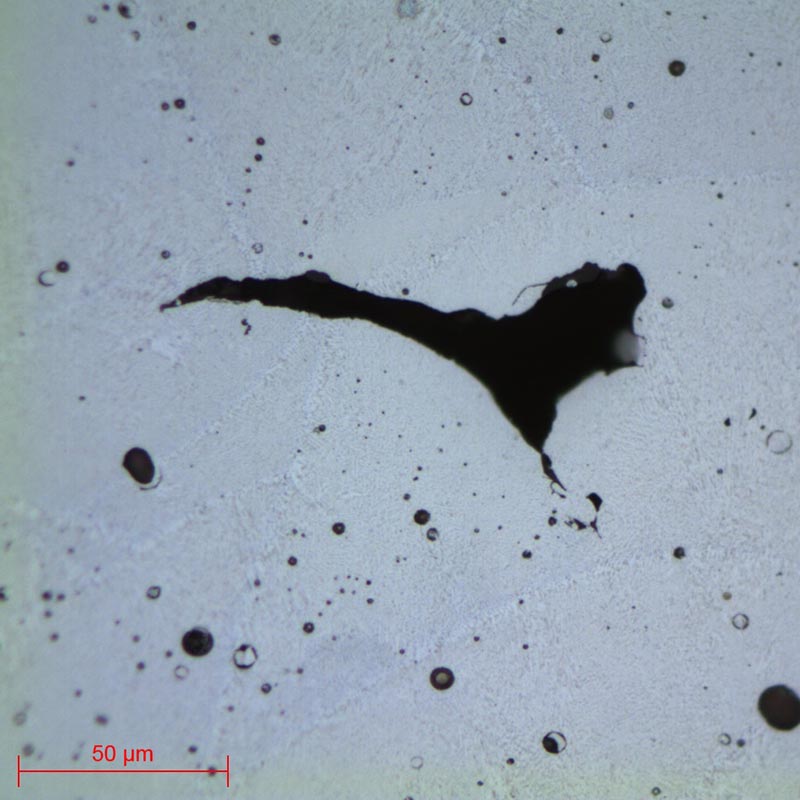
Mikroskopische Aufnahme 3: PLA – Oberflächenzustand NT Al2O3 Nr. 1 Linse x5
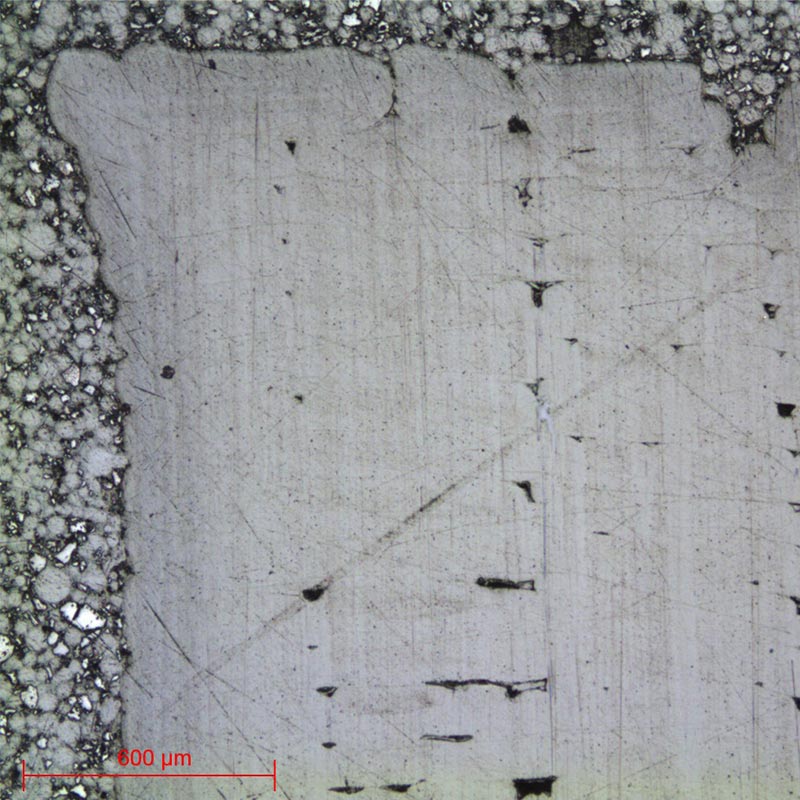
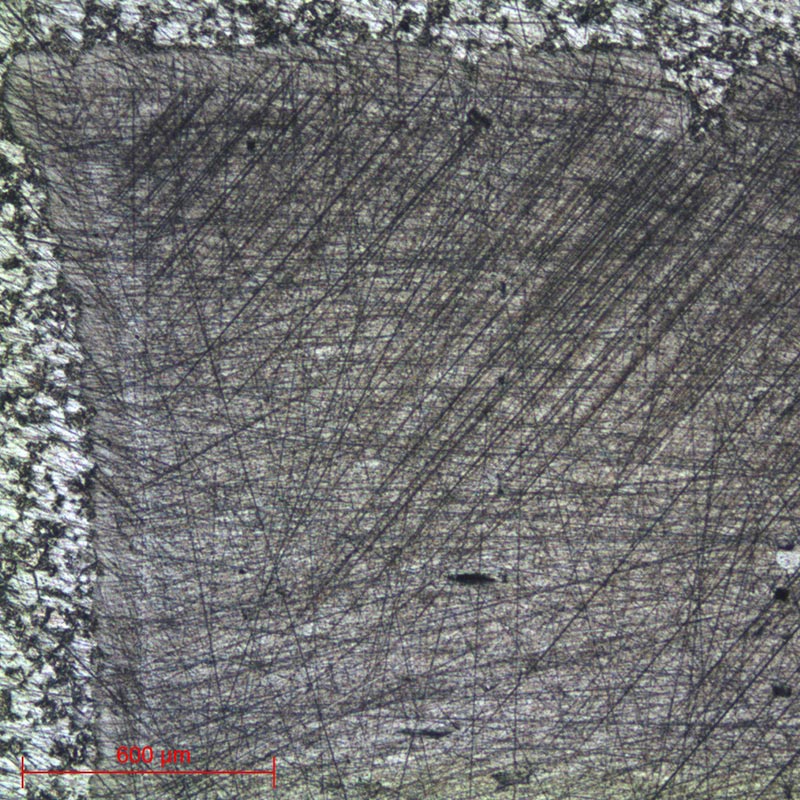
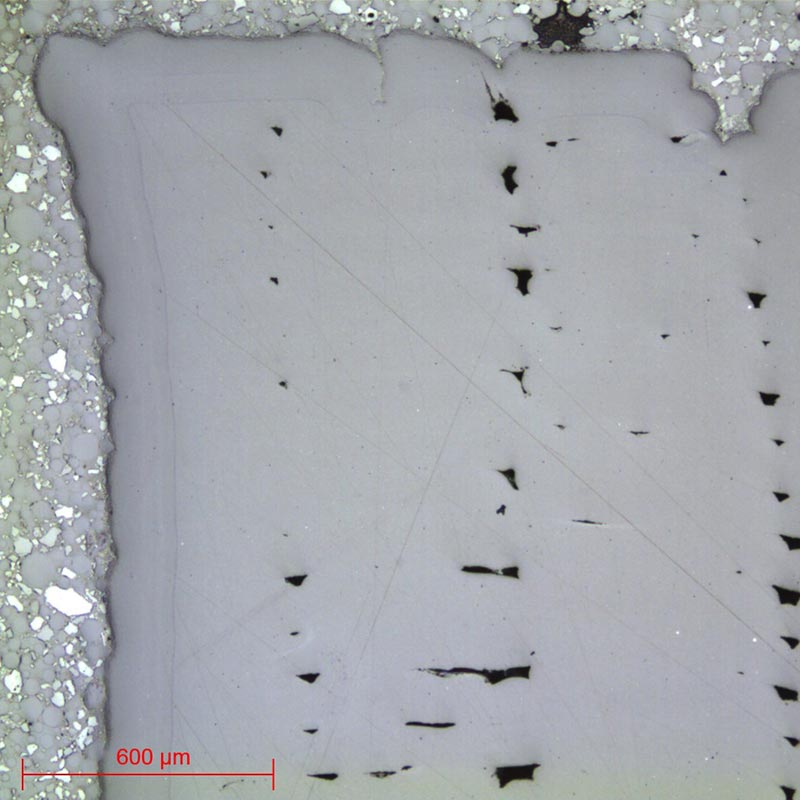
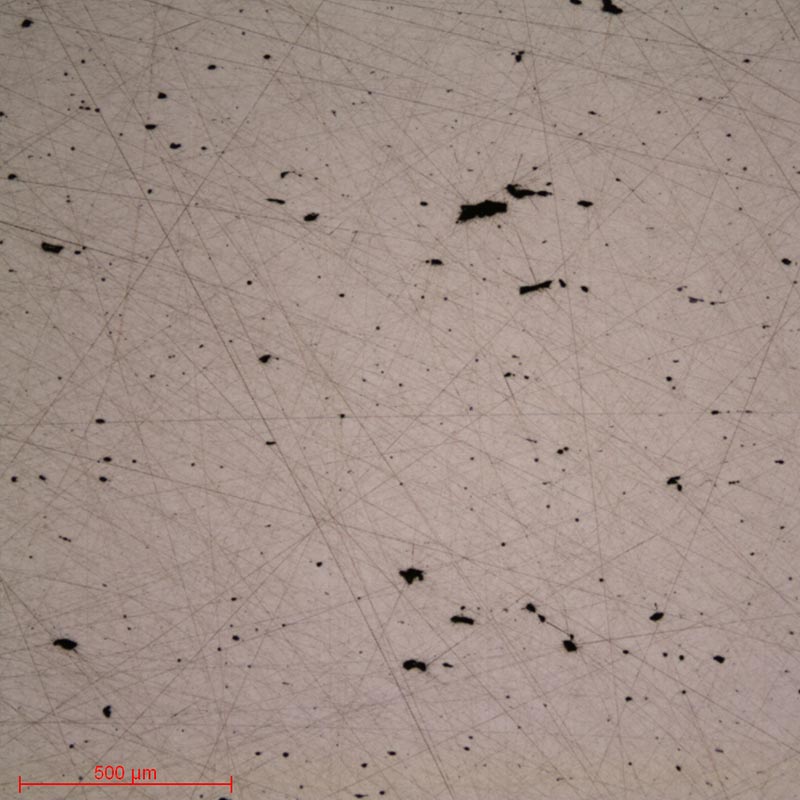
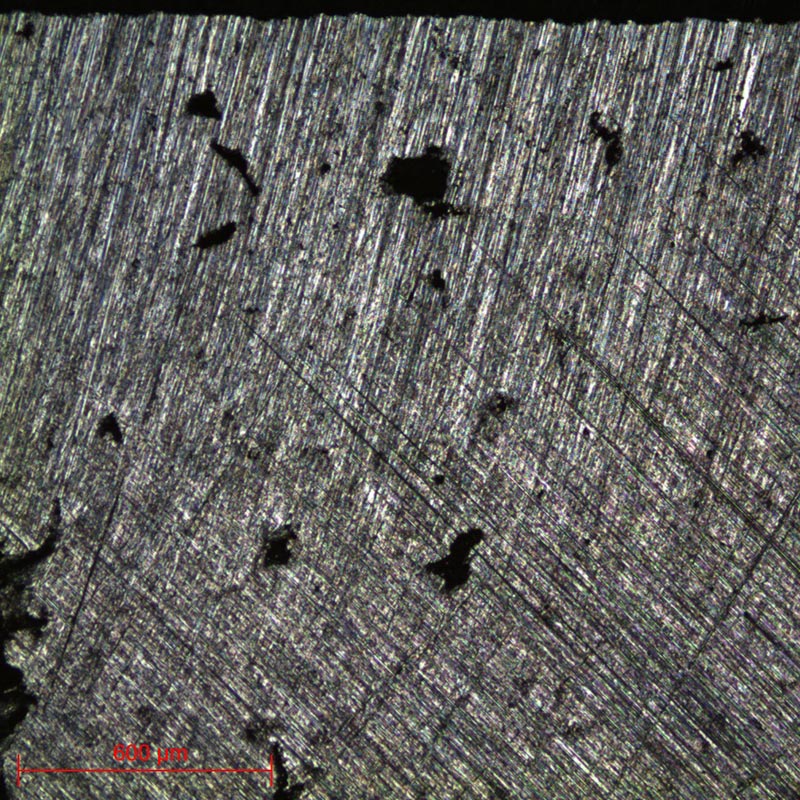
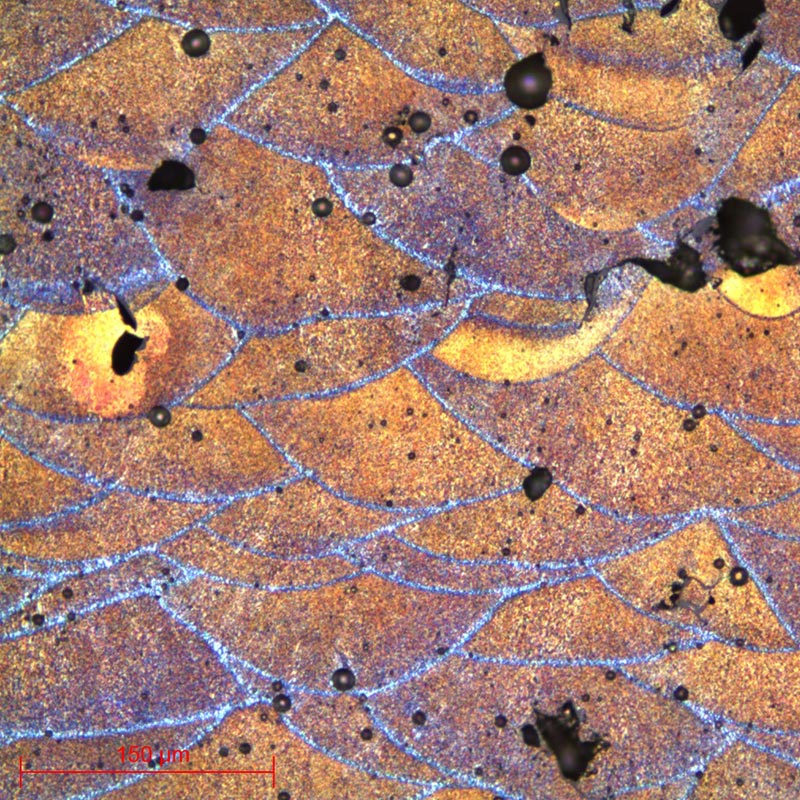
Mikroskopische Aufnahme 13: Titanlegierung – Oberflächenzustand TOP 9μm Objektiv x5
Mikroskopische Aufnahme 14: Titanlegierung – Oberflächenzustand SUPRA SPM Objektiv x5
Polierprozess N°5
N°
Verbrauchsmaterial
Suspension / Lubrikant
Arbeitsplatte (U/min)
Kopf (U/min)
Rotationsrichtung von Arbeitsplatte / Kopf
Zeit (mm)
1
Tissediam 40µm
Ø / Wasser
300
150
→ →
2’
2
Tissediam 20µm
Ø / Wasser
300
150
→ →
2’
3
TOP
9µm LDP / Reflex Lub
150
135
→ →
5’
4
NWF+
3µm LDP / Reflex Lub
150
135
→ →
2’
5
SUPRA
SPM / Wasser
150
100
→ ←
2’
Alle oben aufgeführten Polierprozesse sind Standard- und vielseitige Polierverfahren, die gemäß den Eigenschaften der Proben geändert werden können. (Siehe Lab’Notes des betreffenden Materials für weitere Informationen).
Darüber hinaus sind sie nicht unbedingt vollständig durchzuführen; Untersuchungen definieren den Bedarf (mit Ausnahme von Titanproben, für die alle Schritte des Polierprozesses durchgeführt werden müssen).
Am Ende dieser Vorbereitungsphase können die polierten Proben ohne metallographisches Ätzen direkt untersucht werden.
MIKROSKOPIE
Alle vorgestellten mikroskopischen Aufnahmen wurden mit der PRESI VIEW-Software erstellt :
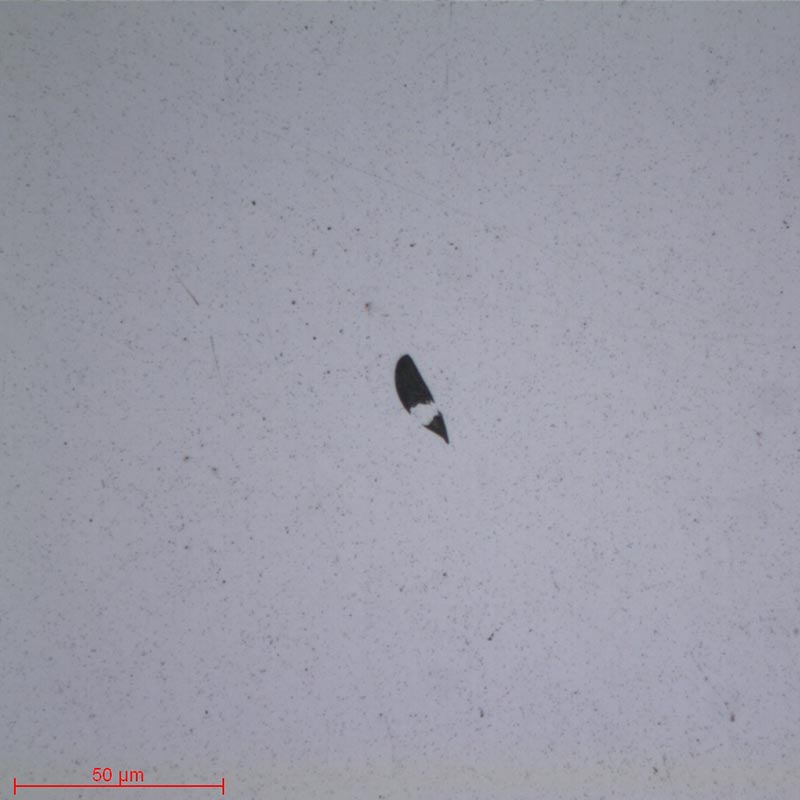
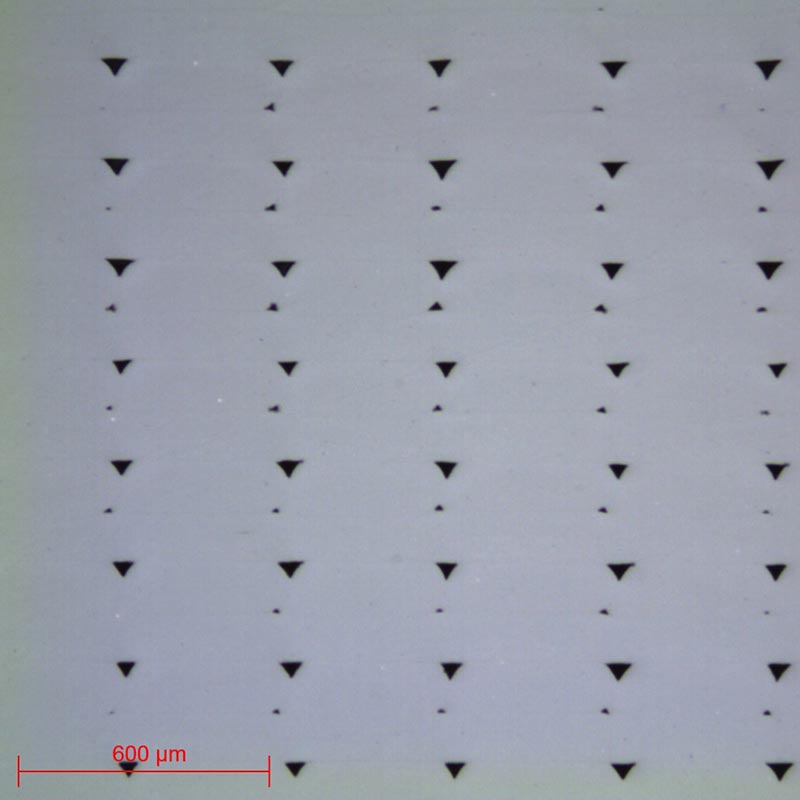
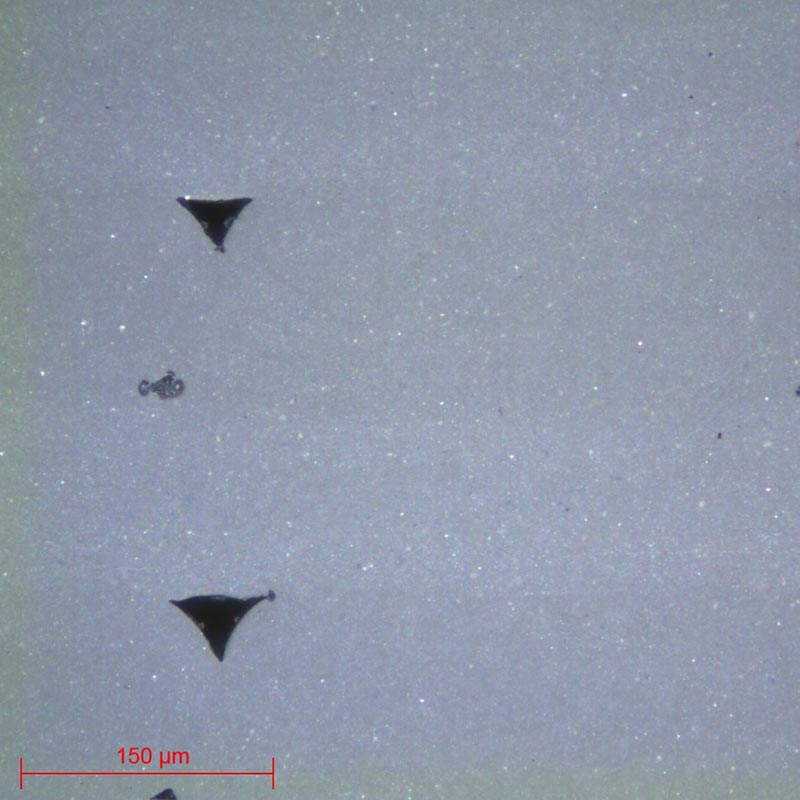
Mikroskopische Aufnahme 15: Auf 3μm polierter Sinterstahl zur Prüfung der Härte der Linse x5
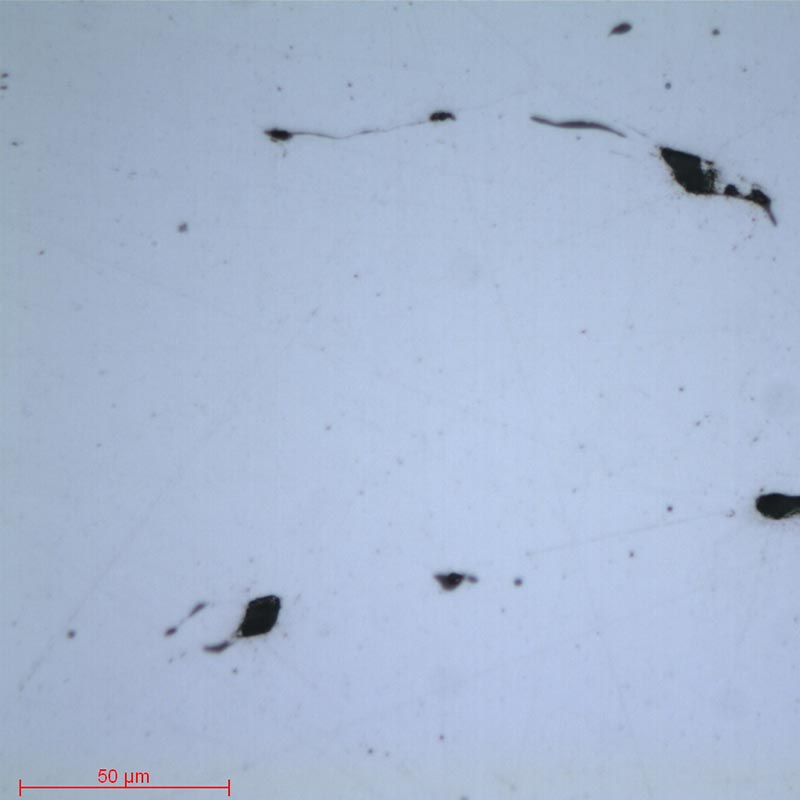
Mikrophotographie 16: Polierter Edelstahl im 1μm-Objektiv x50-Zustand
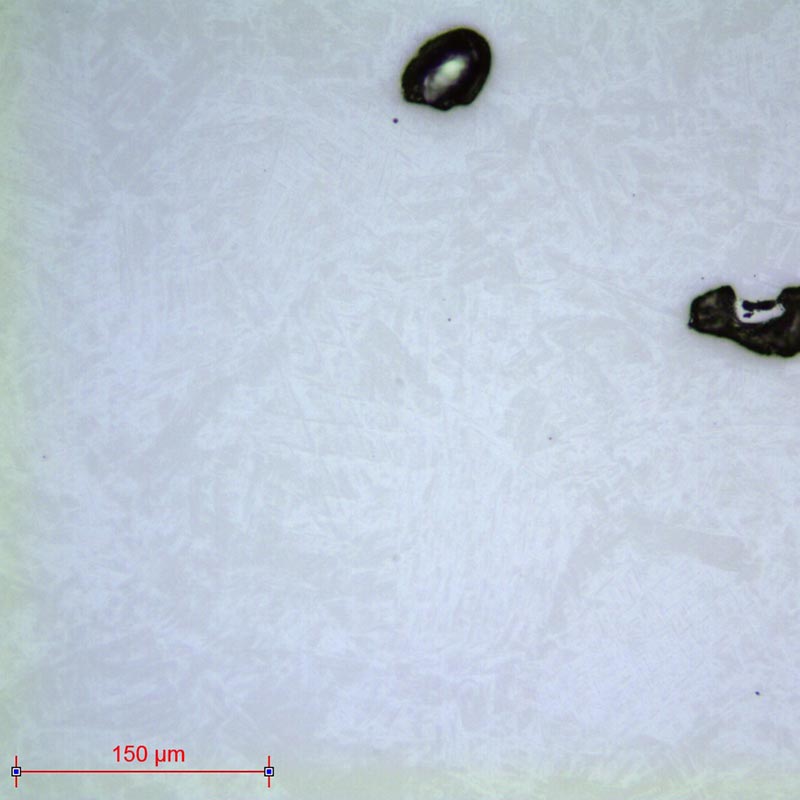
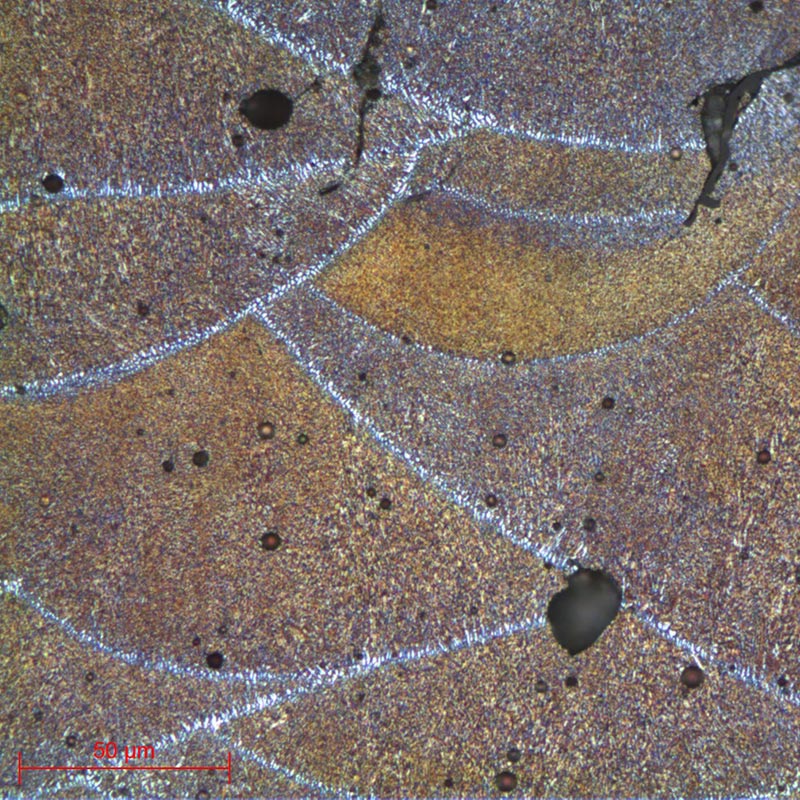
Mikroskopische Aufnahmen 17: Titanlegierungen, poliert im Zustand SPM-Linse x20 und x50
Mikroskopische Aufnahmen 18: Titanlegierungen, poliert im Zustand SPM-Linse x20 und x50
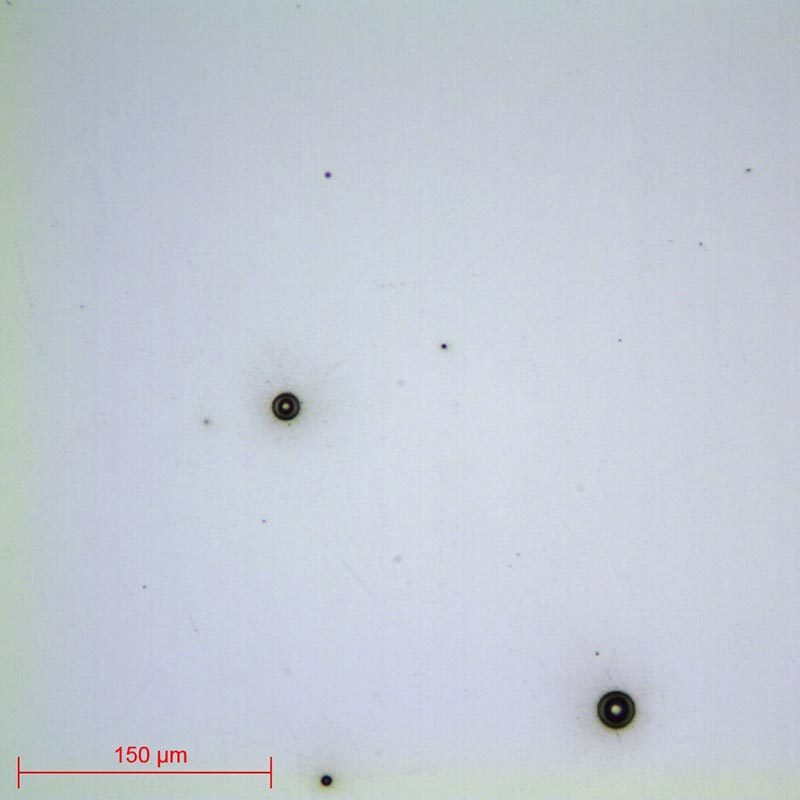
Mikroskopische Aufnahme 19: Inconel poliert in Al2O3– Zustand Nr. 3 Linse x20