Was wir «Stahl» nennen, ist eine Metalllegierung zwischen den Elementen Eisen und Kohlenstoff. Der Kohlenstoffgehalt von Stahl variiert zwischen 0,008 – 2,11 Massen-%; darunter wird es einfach als «Eisen» bezeichnet, darüber wird die Legierung als «Gusseisen» bezeichnet.
Es ist hauptsächlich dieser Kohlenstoffgehalt, der dem Stahl seine berühmten Eigenschaften wie Beständigkeit gegen plastische Verformung, Bruchfestigkeit, Elastizität und natürlich Härte verleiht. Dem Stahl können auch Zusätze zugegeben werden, sogenannte «Legierungselemente», um die Eigenschaften zu beeinflussen. Diese, daraus folgenden Legierungen, werden als «Stahlsorten» bezeichnet.
Stahl weist jedoch eine Reihe von Nachteilen auf, darunter eine geringe Korrosionsbeständigkeit und seine schlechte Formbarkeit – diese Nachteile können durch Oberflächenbehandlungen (Lackieren, Galvanisieren, Verzinken usw.) oder durch Verwendung von Legierungselementen, welche den Stahl „rostträge“ machen, behoben werden. In der Regel wird reiner Stahl daher nicht so häufig verwendet.
Die recht großen Erzvorkommen und die Leichtigkeit, mit der es bearbeitet werden kann, haben «einfachen» Stahl kostengünstig gemacht. Zusammen mit seinen Eigenschaften macht dies Stahl zum bevorzugten metallischen Material in den meisten technischen Bereichen: Transport, Bauwesen, chemische Industrie, Nuklearindustrie, Militär, alltägliche Anwendungen, medizinische Industrie usw…
1 STAHLHERSTELLUNG
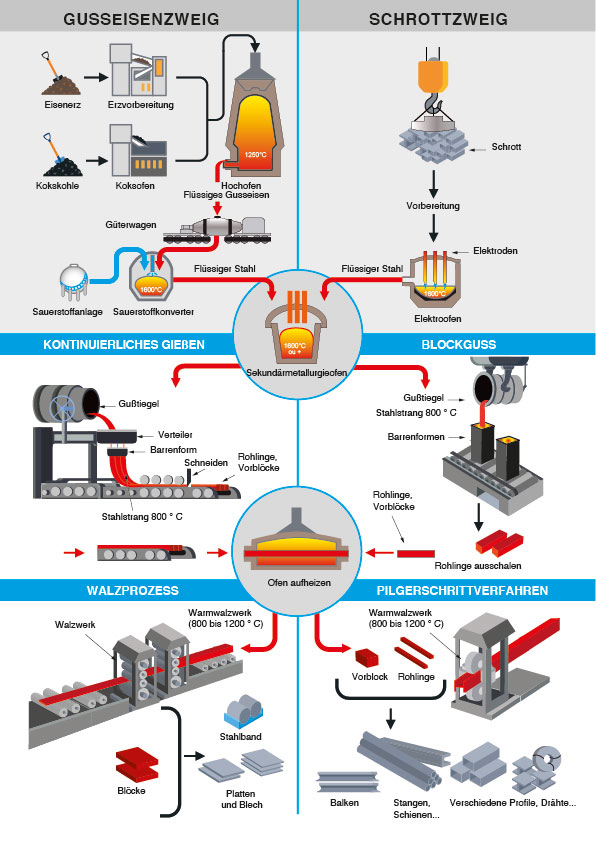
Die Eisen- und Stahlbranche ist der Industriesektor der Metallurgie, die Eisenlegierungen verarbeiten. Die Herstellung von Stahl umfasst mehrere Verfahren (Hochofen oder Verschrottung), in denen immer drei grundlegende Vorgänge hervorgehoben werden:
ENTWICKLUNGN zur Herstellung der gewünschten Stahlsorte. Die Stahlherstellung selbst besteht aus zwei Schritten: Der erste besteht darin, Roheisen zu erhalten, und der zweite darin, dieses Roheisen zu raffinieren, um die gewünschte Zusammensetzung und Qualität zu erreichen.
GIESSEN VON STAHL IN FLÜSSIGEM ZUSTAND mit anschliessenden Verfestigen des Metalls.
FORMEN (außer beim Gießen) das durch außer- oder Kaltwalzen erfolgt und zur Herstellung von Flachprodukten (Stahlblech) oder Langprodukten (Stangen, Drähte usw.) führt.
Abb. 1: Stahlproduktion
2 STAHLKLASSIFIZIERUNG
Stähle sind in drei Kategorien unterteilt:
UNLEGIERTE STÄHLE mit einem sehr geringen Gehalt an Legierungszusätzen, die für den allgemeinen Gebrauch oder zur Wärmebehandlung, zum Schweißen, Schmieden usw. bestimmt sind.
ROSTFREIE STÄHLE mit mindestens 10,5 Massen-% Chrom und höchstens 1,2% Kohlenstoff, die gegen Korrosion und Kriechen beständig sind.
LEGIERTE STÄHLE (nicht rostfrei) mit einem höheren oder niedrigeren Legierungszusatz zum Härten und Anlassen sowie für Werkzeugstähle.
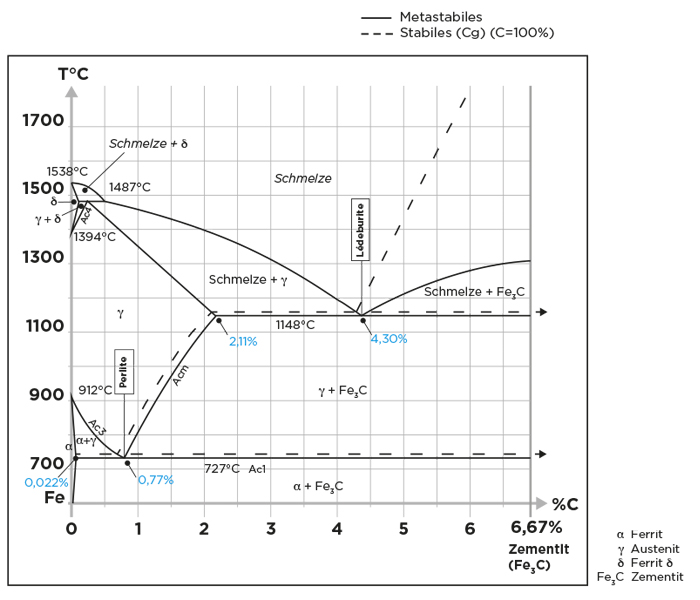
Abb. 2: Metastabiles (durchgezogene Linie) und Stabiles (gestrichelte Linie) Eisen-Kohlenstoffdiagramm
Innerhalb dieser drei Hauptka- tegorien gibt es mehrere Un- terscheidungen, die selbst aus einer Vielzahl unterschiedlicher Stahlsorten bestehen. Jede dieser Linien kennzeich- net eine «thermomechanische» Umwandlung, welche möglicherweise durchlaufen wurde, diese wird als metallurgischer Zustand bezeichnet. Der Zweck dieser Umwandlungen besteht darin, die Mikrostruktur des Stahls zu modifizieren und folglich seine mechanischen Eigenschaften zu verändern.
=> Zusammenfassend hängen die Eigenschaften von Stählen von ihrer chemischen Zusammensetzung und ihrer metallurgischen Matrix ab. Abhängig von all diesen Eigenschaften kann die stahlmetallografische Präparation angepasst werden.
METALLOGRAPHISCHE PRÄPARATION
Um eine hervorragende Inspektionsfläche zu erhalten, sind verschiedene Schritte im Präparationsvorgang erforderlich, von denen jeder, unabhängig vom Material, genauso wichtig ist, wie der nächste.
Diese Schritte haben folgende Reihenfolge:
Das Aufschneiden des zu untersuchenden Produkts (falls erforderlich), genannt «TRENNEN».
Standardisierung der Geometrie der entnommenen Probe (falls erforderlich), genannt «EINBETTEN».
Verbesserung des Oberflächenzustands dieser Probe, genannt «SCHLEIFEN & POLIEREN».
Charakterisierung der Probe: Sichtbarmachung der Mikrostruktur der Probe durch ein Ätzreagenz (falls erforderlich) namens «ÄTZEN» und mikroskopische Untersuchungen (optisch oder elektronisch).
=> Jeder dieser Schritte muss sorgfältig ausgeführt werden, da sonst die nachfolgenden Schritte nicht ordnungsgemäß erfolgen können.
Für ihre metallografische Präparation können Stähle entsprechend ihrer Härte in drei Kategorien eingeteilt werden:
Stähle, die als «weich» oder «unbehandelt» bezeichnet werden.
Die sogenannten «mittelharten» oder «oberflächenbehandelten» Stähle.
Die sogenannten «harten» oder «behandelten» Stähle.
Der Zweck des Trennens besteht darin, einen genauen Abschnitt eines Produkts zu entfernen, um eine geeignete Oberfläche für die Inspektion frei zu legen, ohne die physikalisch-chemischen Eigenschaften des Metalls zu verändern. Mit anderen Worten ist es wichtig, eine Erwärmung oder Verformung des Metalls zu vermeiden, die zu einer Gefügeveränderung oder einer Kaltverfestigung führen könnte. Das Trennen ist ein grundlegender Schritt, der die weitere Präparation und Inspektion von Teilen voraussetzt.
Das breite Angebot von PRESI an Trenn- und Präzisionstrennmaschinen mit mittlerer und großer Trenn-Kapazität, kann an alle Anforderungen hinsichtlich Schnittgenauigkeit, Dimensionierung oder Menge der zu trennenden Produkte, angepasst werden:
Jede der Trennmaschinen im Sortiment ist mit den entsprechenden Verbrauchsmaterialien und Zubehörteilen ausgestattet. Die Spannsysteme und die Auswahl dieser Verbrauchsmaterialien sind immer ein wesentliches Element für den Erfolg eines metallografischen Schnitts.
=> Das Spannen, d. h. das Fixieren des Werkstücks, ist ebenfalls wesentlich. Wenn das Werkstück nicht gut geklemmt wird, kann der Trennschnitt Risiken für das Verbrauchsmaterial, das Werkstück und die Maschine darstellen.
VERBRAUCHSMATERIAL
Alle Trennmaschinen werden mit einer Schmier- / Kühlflüssigkeit verwendet, die eine Mischung aus Wasser und Rostschutzadditiv ist, um einen sauberen Schnitt ohne Überhitzung zu erzielen. Das Additiv schützt auch die Probe und die Maschine vor Korrosion.
«Weiche»
STÄHLE
«Mittel-Harte»
STÄHLE
«Harte»
STÄHLE
Präzisionstrennen
UTW S Ø180 AOF II
UTW S Ø180 AO AOF II
UTW S Ø180 CBN
Trennen von mittelgroßen Proben
A AOF II
A AOF II
S CBN
Trennen von großen Proben
A
AO
S CBN
Tabelle 1: Auswahl der richtigen Trennscheibe
=> Die Wahl der Trennscheibe ist entscheidend, um einen übermäßigen Verschleiß oder sogar den Bruch der Trennscheibe zu vermeiden. Die Härte des Werkstücks bestimmt die Trennscheibenauswahl.
EINBETTEN
Proben können aufgrund ihrer komplexen Form, Zerbrechlichkeit oder geringen Größe schwierig zu handhaben sein. Durch die Einbettung sind sie einfacher zu handhaben, indem ihre Geometrie und Abmessungen standardisiert werden.
=> Das Erreichen einer qualitativ hochwertigen Einbettung ist wichtig, um zerbrechliche Materialien zu schützen und gute Präparationsergebnisse für das Polieren und zukünftige Analysen zu erzielen.
Vor der Einbettung sollte die Probe gesäubert werden, um beispielsweise Schneidgrate zu entfernen. Eine Reinigung mit Ethanol und in einem Ultraschallbad ist ebenfalls möglich. Dies ermöglicht es dem Harz, so gut wie möglich an der Probe zu haften und reduziert somit die Schrumpfung (Raum zwischen dem Harz und der Probe).
Wenn der Schrumpf zu groß ist, kann dies zu Problemen beim Schleifen und Polieren führen. Schleifkörner können sich in diesem Raum festsetzen und zu einem späteren Zeitpunkt freigesetzt werden, wodurch die Gefahr der Entstehung von Kratzern auf der Probe und der Polierfläche besteht. In diesem Fall wird empfohlen, zwischen den einzelnen Schritten, die Probe in ein Ultraschallgerät zu legen.
Es gibt zwei Einbettmöglichkeiten:
WARMEINBETTUNG
Sie wird bevorzugt für Kanteninspektionszwecke oder nach der metallografischen Präparation zur Vorbereitung für eine Härteprüfung. Diese Option erfordert eine Warmeinbettmaschine/ -presse.
Die für die Warmeinbettung erforderliche Maschine ist die Mecapress 3:
Vollautomatische Warmeinbettpresse.
Einfach zu bedienen.
Ihr Speicher, Ihre Prozessanpassung und ihre Ausführungsgeschwindigkeit machen Sie zu einer hochpräzisen Maschine.
Die Warmeinbettmaschine hat 6 verschiedene Formdurchmesser von 25.4-50 mm.
PLUSPUNKT
Einer der Hauptvorteile dieses Verfahrens besteht darin, dass es perfekt parallele Flächen bietet.
KALTEINBETTUNG
Kalteinbettmittel bieten aufgrund der Kapillarwirkung des flüssigen Harzes nicht immer eine plane Fläche auf der Rückseite. Vor dem ersten Schleifschritt wird diese konkave Oberfläche (Meniskus) durch einen kurzen Schleifschritt mit Schleifpapier entfernt. Wichtig ist, dass bei diesem Vorgang die beiden Seiten der Einbettung parallel sind.
Es ist zu bevorzugen:
Wenn die zu untersuchenden Teile zerbrechlich / druckempfindlich sind
Wenn sie eine komplexe Geometrie haben, z. B. eine Wabenstruktur.
Wenn eine große Anzahl von Teilen in Serie eingebettet werden soll.
PLUSPUNKT
Verbessert die Qualität erheblich, insbesondere durch Reduzierung des Schrumpfs, Optimierung der Transparenz und Erleichterung der Einbettimprägnierung.
VERBRAUCHSMATERIAL
Um den Anforderungen der Benutzer gerecht zu werden, bietet PRESI eine ganze Reihe von Kalteinbettformen an. Das Kalteinbettverfahren hat verschiedene Einbettformen mit diversen Durchmessern von Ø 20 – 50 mm. Diese sind in verschiedene Typen unterteilt: transparente Formen mit der Bezeichnung «KM2.0», Silikon-, Teflon- oder Polyethylenformen. Die Kalteinbettung ist auch flexibler als die Warmeinbettung, weil es unterschiedliche Einbettformen für spezifische Anforderungen gibt.
«Weiche»
STÄHLE
«Mittel-Harte»
STÄHLE
«Harte»
STÄHLE
Warmeinbettprozess
Phenol
Acryl
Allyl
Epoxid Phenol Acryl Allyl
Epoxid Phenol Acryl Allyl
Kalteinbettprozess
KM-U KM-B MA2+ 2S*
KM-U KM-B IP 2S*
KM-U KM-B IP 2S*
Tabelle 2: Auswahl des richtigen Einbettmittels
* Geeignet für sehr große Serien
SCHLEIFEN UND POLIEREN
Die letzte und entscheidende Phase in der Probenpräparation ist das Schleifen und Polieren. Das Prinzip ist einfach, jeder Schritt verwendet ein feineres Schleifmittel als der vorherige. Ziel ist es, eine plane Oberfläche zu erhalten ohne Kratzer und ohne Artefakte, die die Durchführung metallographischer Kontrolluntersuchungen, wie mikroskopische Analysen, Härteprüfungen, Mikrostrukturoder Messungen, beeinträchtigen würden.
PRESI bietet eine breite Palette an manuellen und automatischen Schleif- und Poliermaschinen mit einer großen Auswahl an Zubehör für alle Anforderungen an, vom Vorpolieren bis zum Superfinish und Polieren von Einzel- oder Serienproben.
Die MINITECH-Reihe von manuellen Schleif- und Poliermaschinen umfasst die fortschrittlichsten Technologien. Sie sind benutzerfreundlich, zuverlässig und robust und bieten eine einfache Antwort auf alle Anforderungen.
Die MECATECH-Reihe von automatischen Schleif- und Poliermaschinen ermöglicht es sowohl manuell als auch automatisch zu Schleifen und zu Polieren. Mit seinen fortschrittlichen Technologien und einer Motorleistung von 750 bis 1500 W konzentriert sich die gesamte Erfahrung von PRESI auf dieses sehr vollständiges Sortiment. Unabhängig von Probenanzahl oder -größe garantiert die MECATECH ein optimales Schleif- oder Polierergebnis.
VERBRAUCHSMATERIAL UND POLIERANLEITUNGEN
Alle folgenden Schleif- und Polierprozesse sind für die automatische Probenpräparation angegeben (für das manuelle Schleifen und Polieren: Berücksichtigen Sie nicht die Kopf-Parameter). Die Präparationsprozesse dienen zur Information und Beratung.
Alle ersten Schritte jeder Schleif- und Polieranleitung werden als «Nivellieren» bezeichnet und bestehen darin, Material schnell zu entfernen, um eine plane Oberfläche der Probe (und des Einbettmittels) zu erhalten. Die unten angegebenen Parameter sind standardisiert und können daher nach Bedarf geändert werden.
Der Probenandruck variiert je nach Probengröße, im Allgemeinen gilt jedoch Folgendes: 1 daN pro 10 mm Einbettdurchmesser für die Schleifschritte (z. B. Ø 40 mm = 4 daN), dann die Kraft bei jedem Polierschritt mit einer Schleifsuspension um 0,5 daN reduzieren.
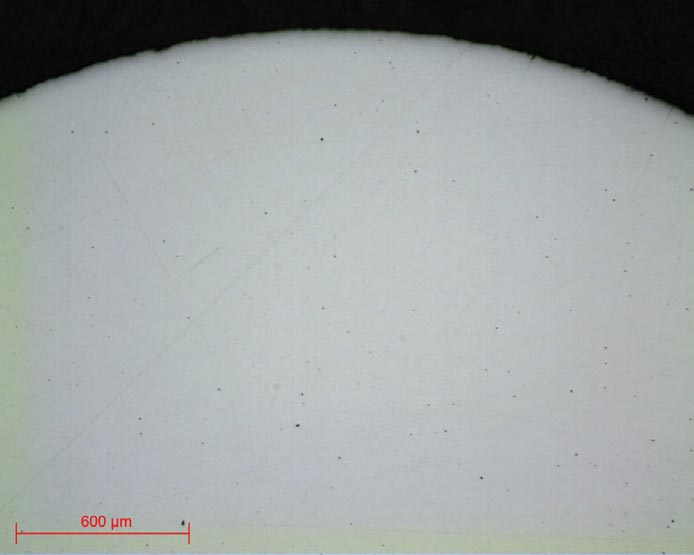
Mikroskopische Aufnahme 7: Oberflächenzustand I MED R 9μm – Objektiv x5
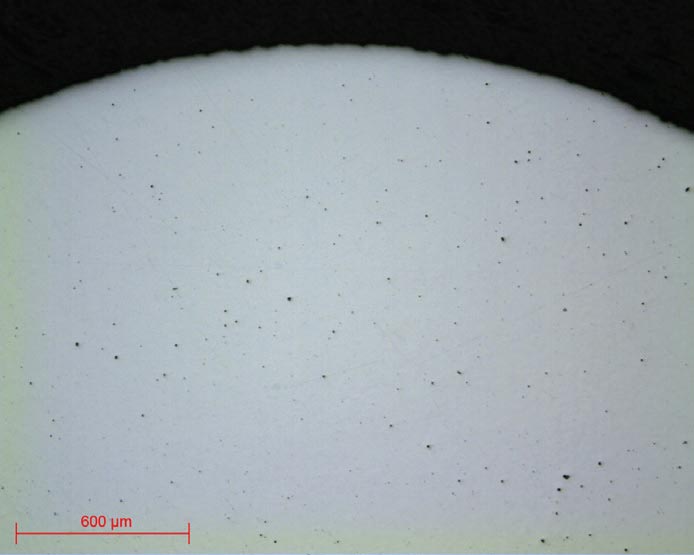
Mikroskopische Aufnahme 8: Oberflächenzustand ADR II 3μm – Objektiv x5
POLIERPROZESS N°3
N°
Verbrauchsmaterial
Suspension /
Lubrikant
Arbeitsplatte
(U/min)
Rotationsrichtung von
Arbeitsplatte / Kopf
Zeit
(mm)
1
I-Max R
54μm
Ø / Wasser
300
150
→ →
3’
2
I-Max R
18μm
Ø / Wasser
300
150
→ →
3’
3
ADR II
3µm LDP / Reflex Lub
150
135
→ →
4’
4
NT
1µm LDM / Reflex Lub
150
135
→ →
1’
5
NT
Al2O3 n°3 / Wasser
150
100
→ ←
1’
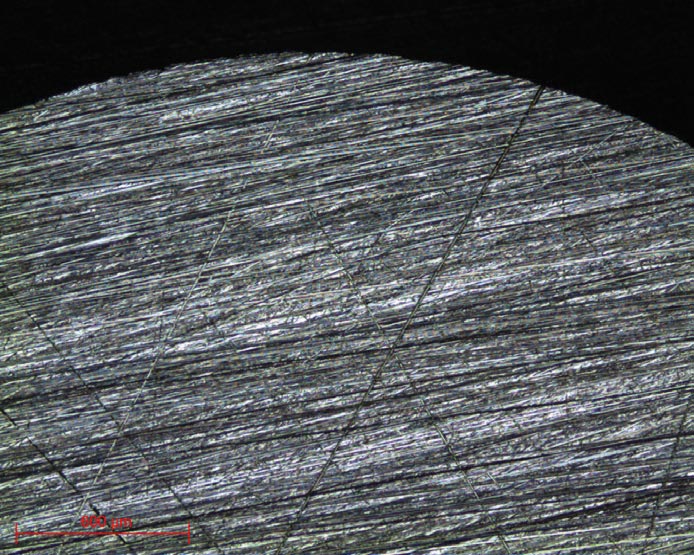
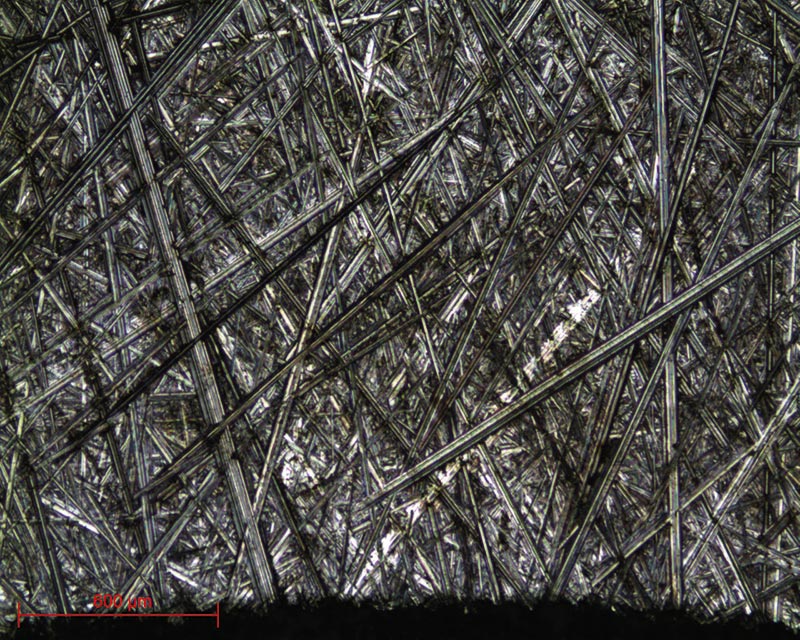
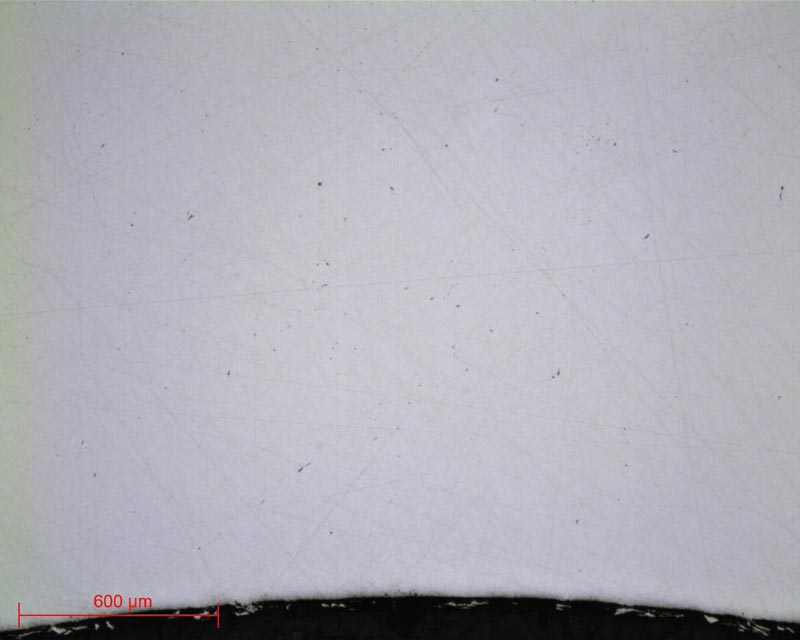
Mikroskopische Aufnahme 9: Oberflächenzustand I-Max R 54μm – Objektiv x5
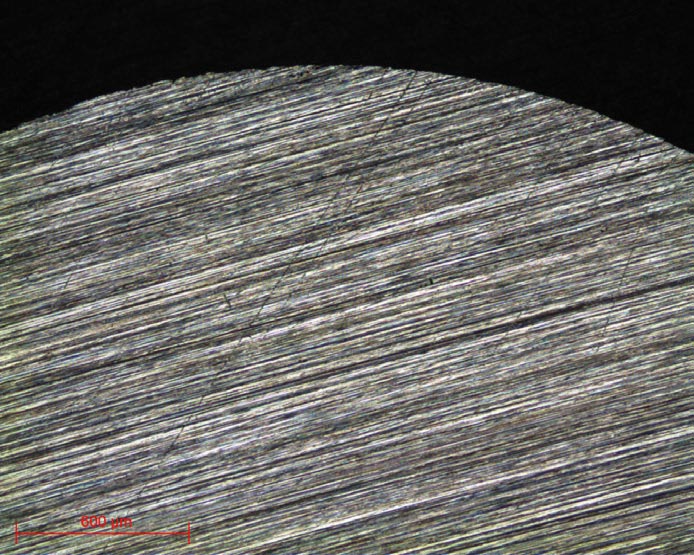
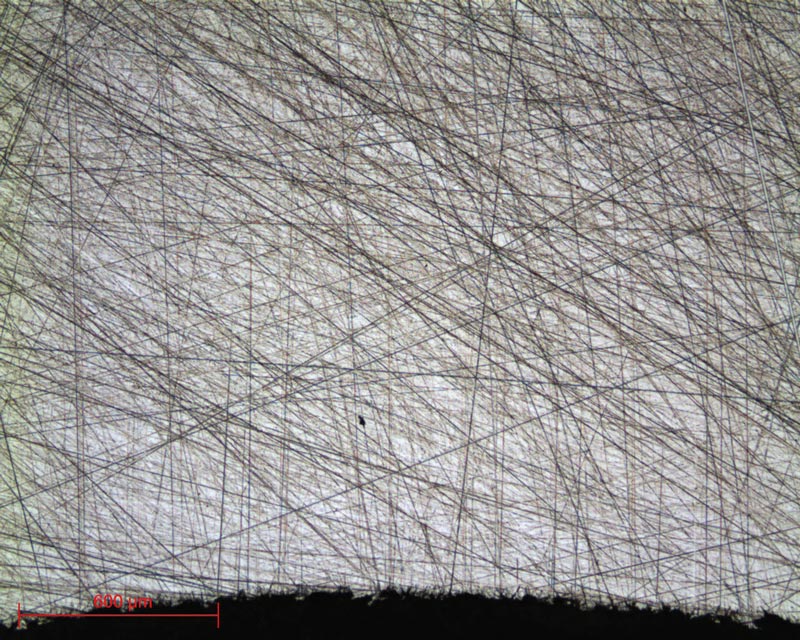
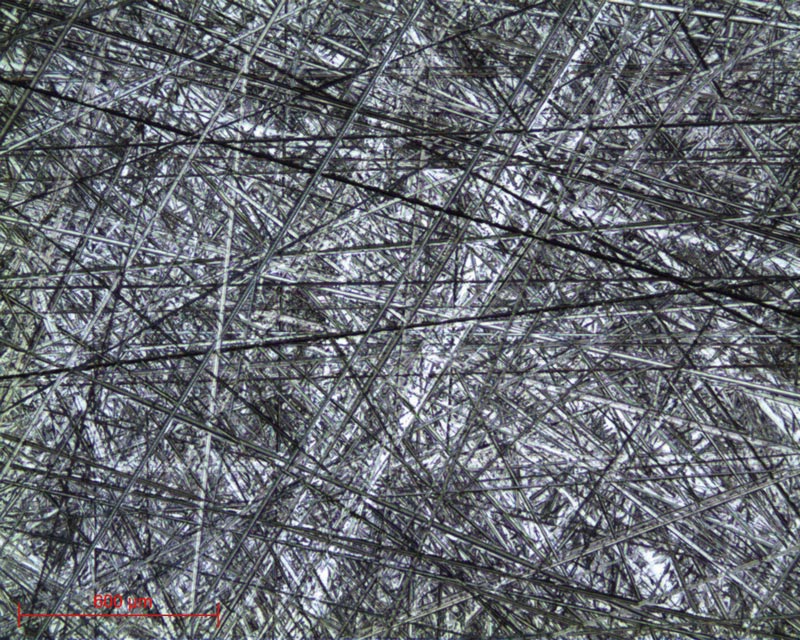
Mikroskopische Aufnahme 10: Oberflächenzustand I-Max R 18μm – Objektiv x5
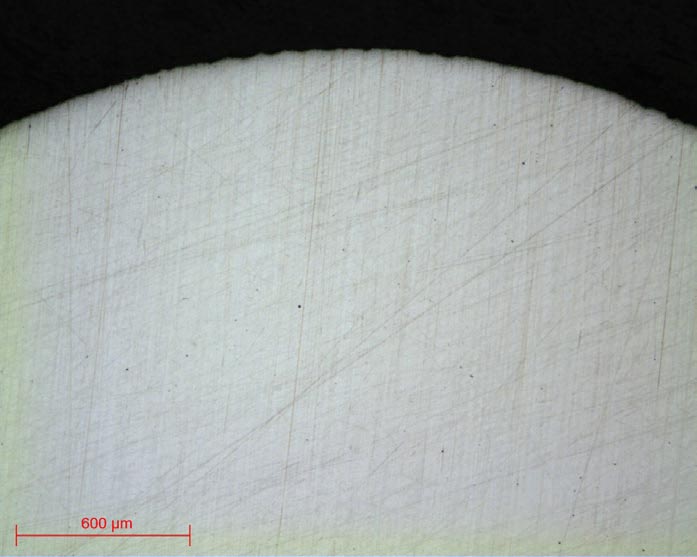
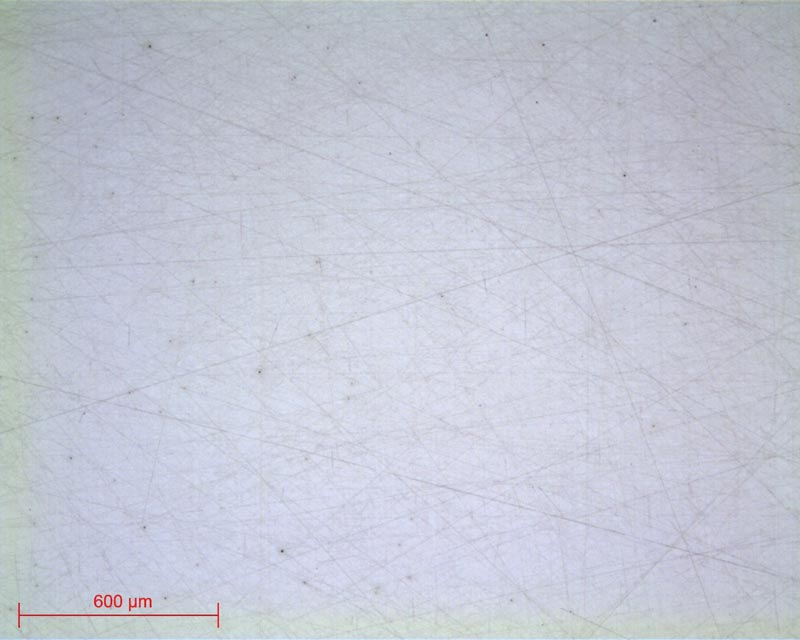
Mikroskopische Aufnahme 11: Oberflächenzustand ADR II 3μm – Objektiv x5
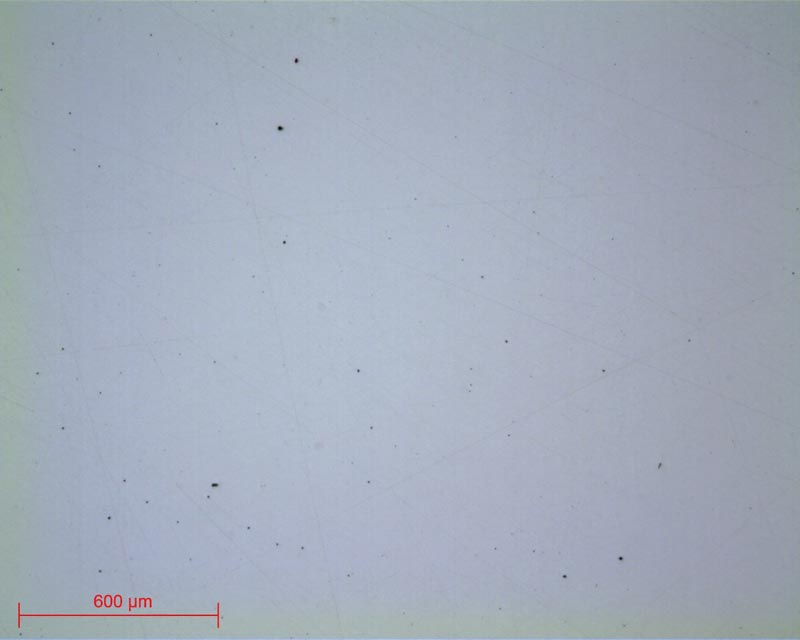
Mikroskopische Aufnahme 12: Oberflächenzustand NT 1μm – Objektiv x5
POLIERPROZESS N°1
POLIERPROZESS N°2
POLIERPROZESS N°3
Stahl
Alle
Alle
“Mittel-Hart”
“Hart”
Vorteile
Flexibel
Schnelle, reduzierte Anzahl von Schritten
• Lange Lebensdauer der Verbrauchsmaterialien
• Optimiert für große Serien
• Hervorragende Planheit
Tabelle Nr. 3: Wahl des Polierprozesses
In dem speziellen Fall, in dem die zu polierende Stahlsorte sehr korrosionsempfindlich ist, können die Polierprozesse angepasst werden. Ersetzen Sie dazu einfach die Diamantsuspensionen und das wässrige Schmiermittel durch Suspensionen und Schmiermittel auf Alkoholbasis (ADS-Suspension und Schmiermittel).
In einigen Fällen und insbesondere zur Herstellung von «hartem Stahl» kann ein Phänomen des «Kantenabfalls» beobachtet werden, d. h. die Kanten der Probe sind abgerundet. In diesen Fällen wird empfohlen, geeignete Verbrauchsmaterialien wie I-Max R-Scheiben zu verwenden. Sie sind steifer und liefern eine hervorragende Planheit.
=> Die oben angegebenen Polierprozesse sind vollständig, müssen jedoch abhängig von den durch- zuführenden metallografischen Untersuchungen nicht unbedingt vollständig durchgeführt werden.
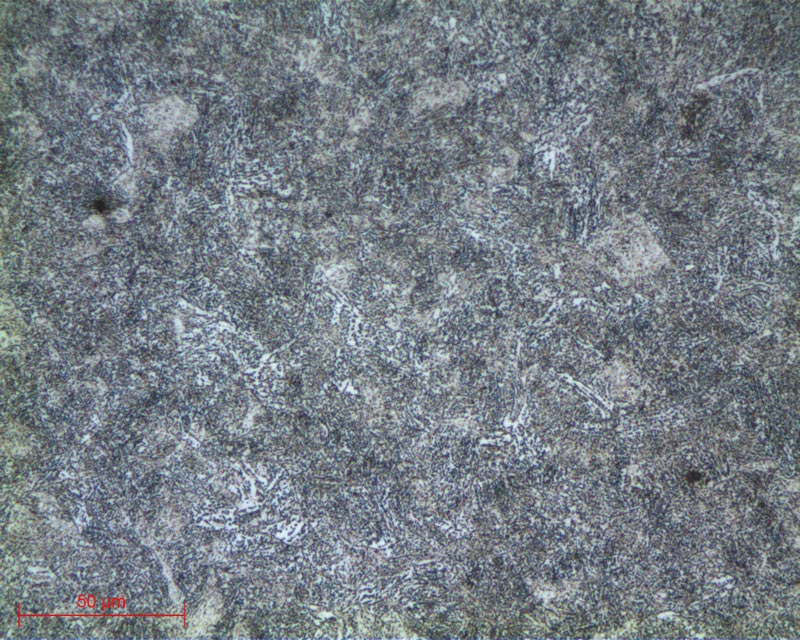
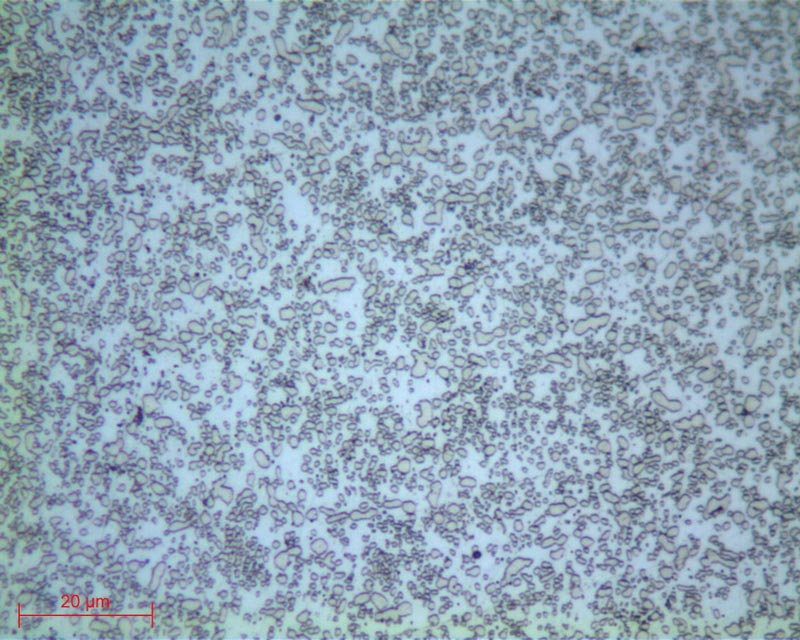
DAS METALLOGRAPHISCHE ÄTZEN
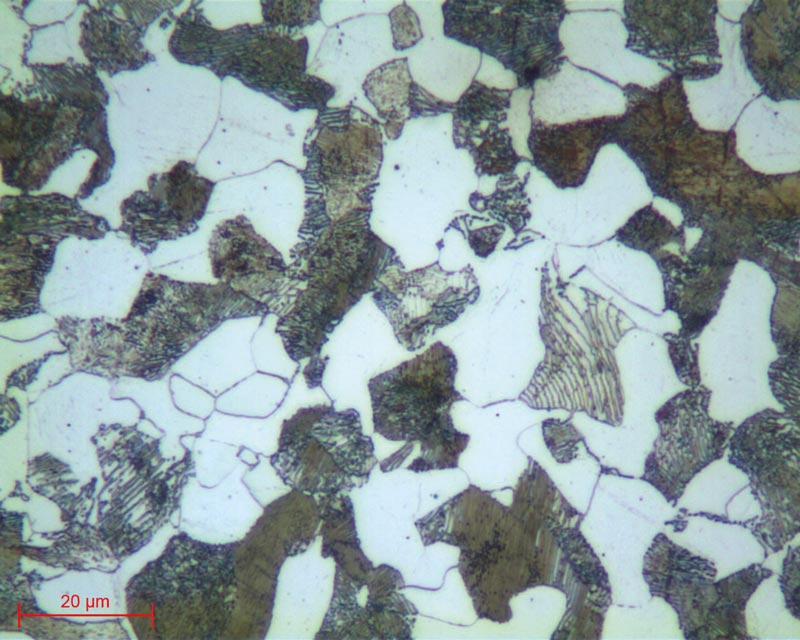
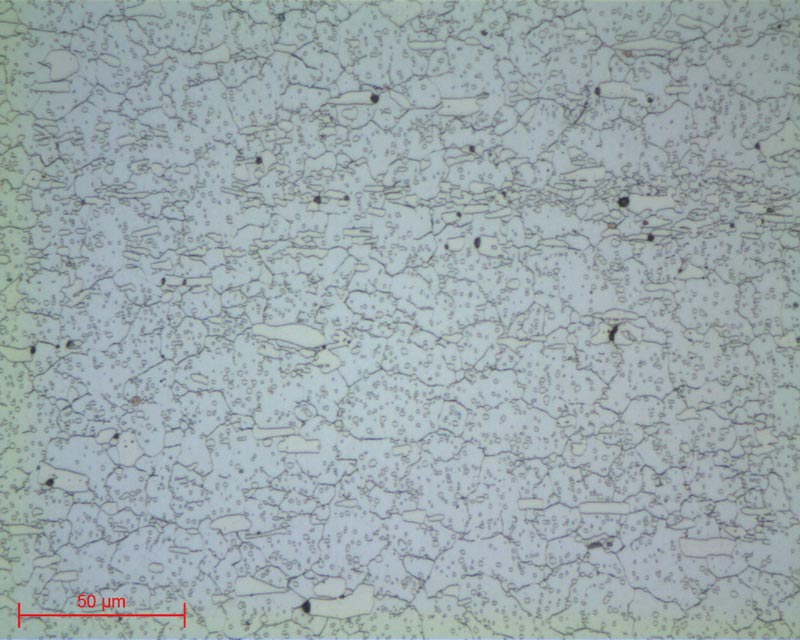
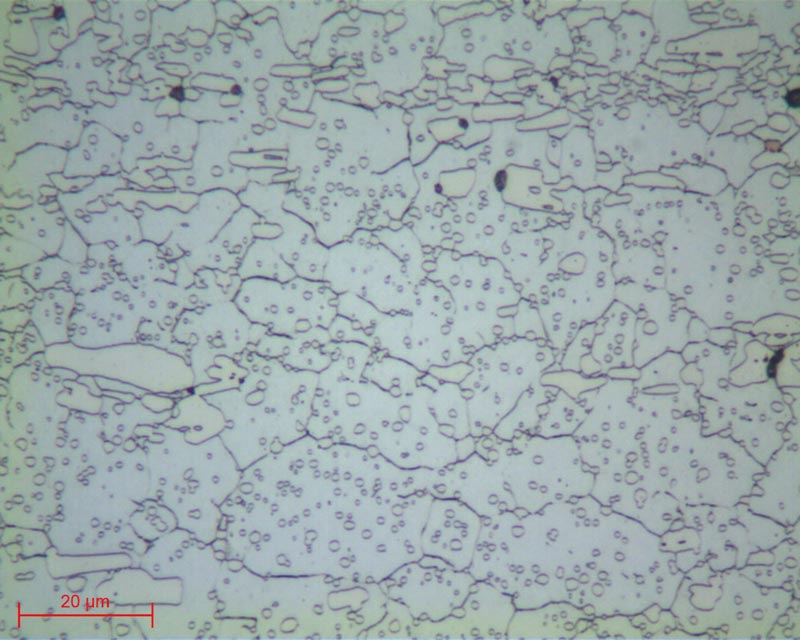
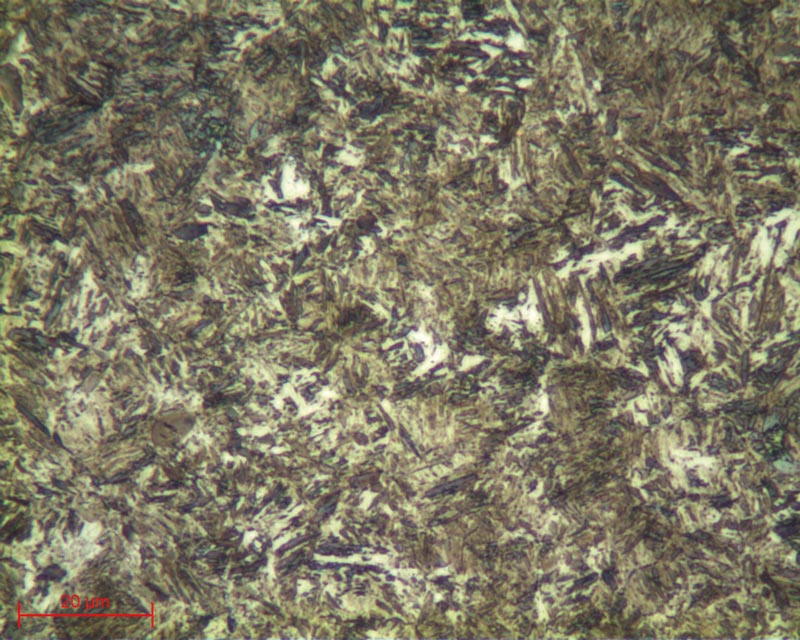
Am Ende dieser Präparation können die polierten Proben ohne metallografisches Ätzen direkt inspiziert werden. Das metallographische Ätzen wird üblicherweise unter Verwendung des Reagens Nital 4 durchgeführt: einer Lösung aus 4% Salpetersäure und 96% Ethanol. Es kann auch mit einem Picral-Reagenz durchgeführt werden: 4 mg Pikrinsäure und 100 ml Ethanol. Das Ätzen erzeugt Unterschiede im Relief und / oder in der Farbe zwischen den verschiedenen Bestandteilen und ermöglicht deren Inspektion.
MIKROSKOPIE
Alle vorgestellten mikroskopischen Aufnahmen wurden mit der PRESI VIEW-Software erstellt: